
Page 283 - Applied Process Design For Chemical And Petrochemical Plants Volume II
P. 283
272 Applied Process Design for Chemical and Petrochemical Plants
dency for rings to channel liquid to the tower wall. Saddle-
type packing does not require the use of the cone.
In packing a tower dry, high hydrostatic heads are thus
avoided on joint connections; however, extra care must be
taken to avoid ceramic breakage. The packing will proba-
bly settle after installation, but it should not be pressed or
tamped in place. This will cause extra breakage. The pack-
ing should not be allowed to fall more than two feet to the
bed surface. It should be dumped at random to avoid
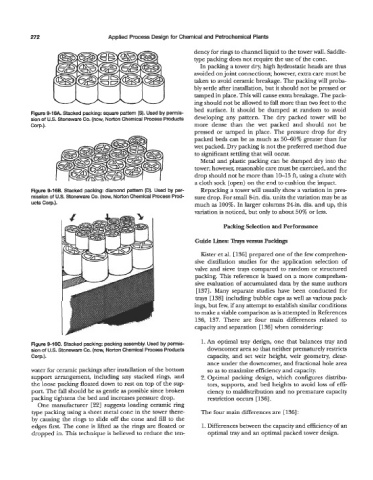
Figure 9-16A. Stacked packing: square pattern (S). Used by permis-
sion of U.S. Stoneware Co. (now, Norton Chemical Process Products developing any pattern. The dry packed tower will be
Corp.). more dense than the wet packed and should not be
pressed or tamped in place. The pressure drop for dry
packed beds can be as much as 50-60% greater than for
wet packed. Dry packing is not the preferred method due
to significant settling that will occur.
Metal and plastic packing can be dumped dry into the
tower; however, reasonable care must be exercised, and the
drop should not be more than 10-15 ft, using a chute with
a cloth sock (open) on the end to cushion the impact.
Figure 9-166. Stacked packing: diamond pattern (D). Used by per- Repacking a tower will usually show a variation in pres-
mission of U.S. Stoneware Co. (now, Norton Chemical Process Prod- sure drop. For small 8-in. dia. units the variation may be as
ucts Corp.). much as 100%. In larger columns 24in. dia. and up, this
variation is noticed, but only to about 50% or less.
Packing Selection and Performance
Guide Lines: Trays versus Packings
Kister et al. [136] prepared one of the few comprehen-
sive distillation studies for the application selection of
valve and sieve trays compared to random or structured
packing. This reference is based on a more comprehen-
sive evaluation of accumulated data by the same authors
[137]. Many separate studies have been conducted for
trays [138] including bubble caps as well as various pack-
ings, but few, if any attempt to establish similar conditions
to make a viable comparison as is attempted in References
136, 137. There are four main differences related to
capacity and separation [ 1361 when considering:
1. An optimal tray design, one that balances tray and
Figure 9-16C. Stacked packing: packing assembly. Used by permis-
sion of U.S. Stoneware Co. (now, Norton Chemical Process Products downcomer area so that neither prematurely restricts
Corp.). capacity, and set weir height, weir geometry, clear-
ance under the downcomer, and fractional hole area
water for ceramic packings after installation of the bottom so as to maximize efficiency and capacity.
support arrangement, including any stacked rings, and 2. Optimal packing design, which configures distribu-
the loose packing floated down to rest on top of the sup- tors, supports, and bed heights to avoid loss of effi-
port. The fall should be as gentle as possible since broken ciency to maldistribution and no premature capacity
packing tightens the bed and increases pressure drop. restriction occurs [ 1361.
One manufacturer [22] suggests loading ceramic ring
type packing using a sheet metal cone in the tower there- The four main differences are [ 1361 :
by causing the rings to slide off the cone and fill to the
edges first. The cone is lifted as the rings are floated or 1. Differences between the capacity and efficiency of an
dropped in. This technique is believed to reduce the ten- optimal tray and an optimal packed tower design.