
Page 321 - Challenges in Corrosion Costs Causes Consequences and Control(2015)
P. 321
CORROSION CONTROL IN THE CHEMICAL, PETROCHEMICAL 299
In the pharmaceutical industry, process tanks, pipes, and valves are often
electro-polished to reduce adhesion of products and decrease bacterial growth
in crevices. It is also necessary to prevent contamination of packages by spilled
products, and hence desiccant bags filled with drying agents are placed in packages.
The atmosphere in the packages is controlled humidity to avoid corrosion.
The techniques used for monitoring corrosion in a process plant are: (i) visual
inspection; (ii) weight loss coupons; (iii) electrical resistance probes; (iv) measure-
ment of corrosion potential; (v) linear polarization measurement; (vi) hydrogen
probes; (vii) thickness measurement and crack detection; (viii) visual inspection;
(ix) sentinel holes.
In many of these techniques, probes may be affected by oil or paraffin deposits
leading to erroneous readings. Corrosion monitors should be located in areas of high
corrosion risk. Monitoring should be done according to a schedule. Corrosion mon-
itoring can be continuous or periodic. Continuous corrosion monitoring gives corro-
sion rates immediately while periodic monitoring gives average corrosion data and
may miss an event of short-term upset in the system.
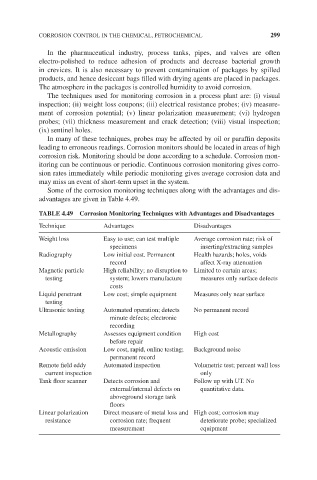
Some of the corrosion monitoring techniques along with the advantages and dis-
advantages are given in Table 4.49.
TABLE 4.49 Corrosion Monitoring Techniques with Advantages and Disadvantages
Technique Advantages Disadvantages
Weight loss Easy to use; can test multiple Average corrosion rate; risk of
specimens inserting/extracting samples
Radiography Low initial cost. Permanent Health hazards; holes, voids
record affect X-ray attenuation
Magnetic particle High reliability; no disruption to Limited to certain areas;
testing system; lowers manufacture measures only surface defects
costs
Liquid penetrant Low cost; simple equipment Measures only near surface
testing
Ultrasonic testing Automated operation; detects No permanent record
minute defects; electronic
recording
Metallography Assesses equipment condition High cost
before repair
Acoustic emission Low cost, rapid, online testing; Background noise
permanent record
Remote field eddy Automated inspection Volumetric test; percent wall loss
current inspection only
Tank floor scanner Detects corrosion and Follow up with UT. No
external/internal defects on quantitative data.
aboveground storage tank
floors
Linear polarization Direct measure of metal loss and High cost; corrosion may
resistance corrosion rate; frequent deteriorate probe; specialized
measurement equipment