
Page 64 - Design for Six Sigma a Roadmap for Product Development
P. 64
Six Sigma and Lean Fundamentals 41
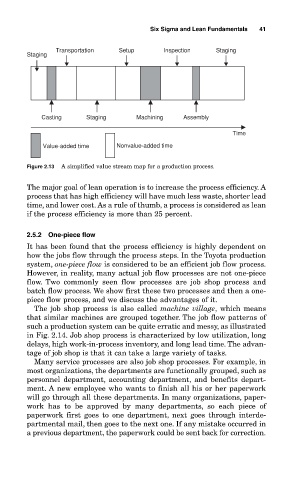
Transportation Setup Inspection Staging
Staging
Casting Staging Machining Assembly
Time
Value-added time Nonvalue-added time
Figure 2.13 A simplified value stream map for a production process.
The major goal of lean operation is to increase the process efficiency. A
process that has high efficiency will have much less waste, shorter lead
time, and lower cost. As a rule of thumb, a process is considered as lean
if the process efficiency is more than 25 percent.
2.5.2 One-piece flow
It has been found that the process efficiency is highly dependent on
how the jobs flow through the process steps. In the Toyota production
system, one-piece flow is considered to be an efficient job flow process.
However, in reality, many actual job flow processes are not one-piece
flow. Two commonly seen flow processes are job shop process and
batch flow process. We show first these two processes and then a one-
piece flow process, and we discuss the advantages of it.
The job shop process is also called machine village, which means
that similar machines are grouped together. The job flow patterns of
such a production system can be quite erratic and messy, as illustrated
in Fig. 2.14. Job shop process is characterized by low utilization, long
delays, high work-in-process inventory, and long lead time. The advan-
tage of job shop is that it can take a large variety of tasks.
Many service processes are also job shop processes. For example, in
most organizations, the departments are functionally grouped, such as
personnel department, accounting department, and benefits depart-
ment. A new employee who wants to finish all his or her paperwork
will go through all these departments. In many organizations, paper-
work has to be approved by many departments, so each piece of
paperwork first goes to one department, next goes through interde-
partmental mail, then goes to the next one. If any mistake occurred in
a previous department, the paperwork could be sent back for correction.