
Page 136 - Academic Press Encyclopedia of Physical Science and Technology 3rd Polymer
P. 136
P1: FMX/LSU P2: GPB/GRD P3: GLQ Final pages
Encyclopedia of Physical Science and Technology EN012c-593 July 26, 2001 15:56
642 Polymer Processing
The process of inflating the parison is primarily one
of planar extensional flow especially away from the ends
of the parsion. Because the ends of the parsion are con-
strained as the parison expands, the thickness of the wall
decreases as the diameter expands leading to primarily
planar extensional deformation. For this reason the blow
molded part contains primarily orientation along the cir-
cumferential or hoop direction and hence will exhibit me-
chanical anisotropy.
To generate a better balance of mechanical properties it
is necessary to create biaxial orientation in the part. Stretch
blow molding is used to accomplish this. In essence the
parison is stretched along the axial direction before being
inflated.Biaxialorientationisspecificallyrequiredinlarge
containers for fluids. For example, bottles for carbonated
beveragesaretypicallyprocessedbymeansofstretchblow
molding.
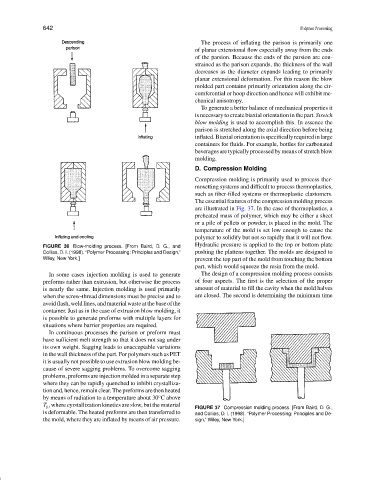
D. Compression Molding
Compression molding is primarily used to process ther-
mosetting systems and difficult to process thermoplastics,
such as fiber-filled systems or thermoplastic elastomers.
The essential features of the compression molding process
are illustrated in Fig. 37. In the case of thermoplastics, a
preheated mass of polymer, which may be either a sheet
or a pile of pellets or powder, is placed in the mold. The
temperature of the mold is set low enough to cause the
polymer to solidify but not so rapidly that it will not flow.
FIGURE 36 Blow-molding process. [From Baird, D. G., and Hydraulic pressure is applied to the top or bottom plate
Collias, D. I. (1998). “Polymer Processing: Principles and Design,” pushing the plattens together. The molds are designed to
Wiley, New York.] prevent the top part of the mold from touching the bottom
part, which would squeeze the resin from the mold.
In some cases injection molding is used to generate The design of a compression molding process consists
preforms rather than extrusion, but otherwise the process of four aspects. The first is the selection of the proper
is nearly the same. Injection molding is used primarily amount of material to fill the cavity when the mold halves
when the screw-thread dimensions must be precise and to are closed. The second is determining the minimum time
avoidflash,weldlines,andmaterialwasteatthebaseofthe
container. Just as in the case of extrusion blow molding, it
is possible to generate preforms with multiple layers for
situations where barrier properties are required.
In continuous processes the parison or preform must
have sufficient melt strength so that it does not sag under
its own weight. Sagging leads to unacceptable variations
in the wall thickness of the part. For polymers such as PET
it is usually not possible to use extrusion blow molding be-
cause of severe sagging problems. To overcome sagging
problems, preforms are injection molded in a separate step
where they can be rapidly quenched to inhibit crystalliza-
tionand,hence,remainclear.Thepreformsarethenheated
by means of radiation to a temperature about 30 C above
◦
T g , where cyrstallization kinetics are slow, but the material
FIGURE 37 Compression molding process. [From Baird, D. G.,
is deformable. The heated preforms are then transferred to and Collias, D. I. (1998). “Polymer Processing: Principles and De-
the mold, where they are inflated by means of air pressure. sign,” Wiley, New York.]