
Page 131 - Academic Press Encyclopedia of Physical Science and Technology 3rd Polymer
P. 131
P1: FMX/LSU P2: GPB/GRD P3: GLQ Final pages
Encyclopedia of Physical Science and Technology EN012c-593 July 26, 2001 15:56
Polymer Processing 637
TSP). At intermediate speeds of 750 to 3500 m/min, the C. Film Blowing
filament tension is increased due to inertia and air drag.
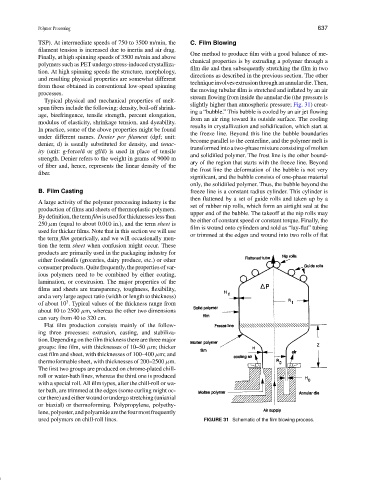
One method to produce film with a good balance of me-
Finally, at high spinning speeds of 3500 m/min and above
chanical properties is by extruding a polymer through a
polymers such as PET undergo stress-induced crystalliza-
film die and then subsequently stretching the film in two
tion. At high spinning speeds the structure, morphology,
directions as described in the previous section. The other
and resulting physical properties are somewhat different
technique involves extrusion through an annular die. Then,
from those obtained in conventional low-speed spinning
the moving tubular film is stretched and inflated by an air
processes.
stream flowing from inside the annular die (the pressure is
Typical physical and mechanical properties of melt-
slightly higher than atmospheric pressure; Fig. 31) creat-
spun fibers include the following: density, boil-off shrink-
ing a “bubble.” This bubble is cooled by an air jet flowing
age, birefringence, tensile strength, percent elongation,
from an air ring toward its outside surface. The cooling
modulus of elasticity, shrinkage tension, and dyeability.
results in crystallization and solidification, which start at
In practice, some of the above properties might be found
the freeze line. Beyond this line the bubble boundaries
under different names. Denier per filament (dpf; unit:
become parallel to the centerline, and the polymer melt is
denier, d) is usually substituted for density, and tenac-
transformed into a two-phase mixture consisting of molten
ity (unit: g-force/d or gf/d) is used in place of tensile
and solidified polymer. The frost line is the other bound-
strength. Denier refers to the weight in grams of 9000 m
ary of the region that starts with the freeze line. Beyond
of fiber and, hence, represents the linear density of the
the frost line the deformation of the bubble is not very
fiber.
significant, and the bubble consists of one-phase material
only, the solidified polymer. Thus, the bubble beyond the
B. Film Casting freeze line is a constant radius cylinder. This cylinder is
then flattened by a set of guide rolls and taken up by a
A large activity of the polymer processing industry is the
set of rubber nip rolls, which form an airtight seal at the
production of films and sheets of thermoplastic polymers.
upper end of the bubble. The takeoff at the nip rolls may
By definition, the term film is used for thicknesses less than
be either of constant speed or constant torque. Finally, the
250 µm (equal to about 0.010 in.), and the term sheet is
film is wound onto cylinders and sold as “lay-flat” tubing
used for thicker films. Note that in this section we will use
or trimmed at the edges and wound into two rolls of flat
the term film generically, and we will occasionally men-
tion the term sheet when confusion might occur. These
products are primarily used in the packaging industry for
either foodstuffs (groceries, dairy produce, etc.) or other
consumer products. Quite frequently, the properties of var-
ious polymers need to be combined by either coating,
lamination, or coextrusion. The major properties of the
films and sheets are transparency, toughness, flexibility,
and a very large aspect ratio (width or length to thickness)
3
of about 10 . Typical values of the thickness range from
about 10 to 2500 µm, whereas the other two dimensions
can vary from 40 to 320 cm.
Flat film production consists mainly of the follow-
ing three processes: extrusion, casting, and stabiliza-
tion. Depending on the film thickness there are three major
groups: fine film, with thicknesses of 10–50 µm; thicker
cast film and sheet, with thicknesses of 100–400 µm; and
thermoformable sheet, with thicknesses of 200–2500 µm.
The first two groups are produced on chrome-plated chill-
roll or water-bath lines, whereas the third one is produced
with a special roll. All film types, after the chill-roll or wa-
ter bath, are trimmed at the edges (some curling might oc-
curthere)andeitherwoundorundergostretching(uniaxial
or biaxial) or thermoforming. Polypropylene, polyethy-
lene,polyester,andpolyamidearethefourmostfrequently
used polymers on chill-roll lines. FIGURE 31 Schematic of the film blowing process.