
Page 184 - Gas Purification 5E
P. 184
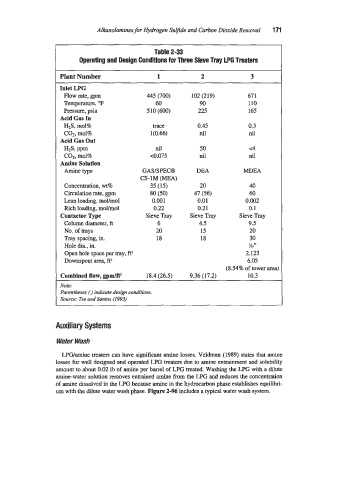
Alhnolaniines jor Hydrogen Sulfide and Carbon Dio-xide Renioval 171
Table 2-33
Operating and Design Conditions for Three Sieve Tray LPG Treaters
Plant Number 1 2 3
Inlet LPG
Flow rate, gpm 445 (700) 102 (219) 67 1
Temperature, OF 60 90 110
Pressure, psia 510 (600) 225 165
Acid Gas In
H2S, mol% trace 0.45 0.3
CO2, mol% l(0.66) nil nil
Acid Gas Out
H2S, ppm nil 50 <4
C02, mol% ~0.075 nil nil
Amine Solution
Amine type GASISPECB DEA MDEA
CS-1M (MEA)
Concentration, wt% 35 (15j 20 40
Circulation rate, gpm 80 (50) 47 (56) 60
Lean loading, mol/mol 0.001 0.01 0.002
Rich loading, moYmol 0.22 0.2 1 0.1
Contactor Type Sieve Tray Sieve Tray Sieve Tray
Column diameter, ft 6 4.5 9.5
No. of trays 20 15 20
Tray spacing, in. 18 18 30
Hole dia., in. X6t!
Open hole space per tray, fi2 2.123
Downspout area, ff 6.05
-.
.,
Combined flow. mdff 18.4 (26.5) 9.36 (17.2) (8.54% of tower area)
10.3
.
I
Note:
Parentheses () indicate design conditions.
Source: Tse and Santos (1993)
Auxiliary Systems
Water Wash
LPGlamine maters can have significant amine losses. Veldman (1989) states that amine
losses for well designed and operated LPG treaters due to amine entrainment and solubility
amount to about 0.02 lb of amine per barrel of LPG treated. Washing the LPG with a dilute
amine-water solution removes entrained amine from the LPG and reduces the concentration
of amine dissolved in the LPG because amine in the hydrocarbon phase establishes equilibri-
um with the dilute water wash phase. Figure 2-96 includes a typical water wash system.