
Page 392 - Handbook of Materials Failure Analysis
P. 392
390 CHAPTER 15 Welding-associated failures in power boilers
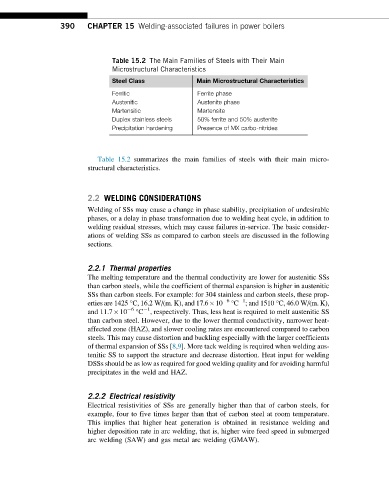
Table 15.2 The Main Families of Steels with Their Main
Microstructural Characteristics
Steel Class Main Microstructural Characteristics
Ferritic Ferrite phase
Austenitic Austenite phase
Martensitic Martensite
Duplex stainless steels 50% ferrite and 50% austenite
Precipitation hardening Presence of MX carbo-nitrides
Table 15.2 summarizes the main families of steels with their main micro-
structural characteristics.
2.2 WELDING CONSIDERATIONS
Welding of SSs may cause a change in phase stability, precipitation of undesirable
phases, or a delay in phase transformation due to welding heat cycle, in addition to
welding residual stresses, which may cause failures in-service. The basic consider-
ations of welding SSs as compared to carbon steels are discussed in the following
sections.
2.2.1 Thermal properties
The melting temperature and the thermal conductivity are lower for austenitic SSs
than carbon steels, while the coefficient of thermal expansion is higher in austenitic
SSs than carbon steels. For example: for 304 stainless and carbon steels, these prop-
1
erties are 1425 °C, 16.2 W/(m. K), and 17.6 10 6 °C ; and 1510 °C, 46.0 W/(m. K),
1
and 11.7 10 6 °C , respectively. Thus, less heat is required to melt austenitic SS
than carbon steel. However, due to the lower thermal conductivity, narrower heat-
affected zone (HAZ), and slower cooling rates are encountered compared to carbon
steels. This may cause distortion and buckling especially with the larger coefficients
of thermal expansion of SSs [8,9]. More tack welding is required when welding aus-
tenitic SS to support the structure and decrease distortion. Heat input for welding
DSSs should be as low as required for good welding quality and for avoiding harmful
precipitates in the weld and HAZ.
2.2.2 Electrical resistivity
Electrical resistivities of SSs are generally higher than that of carbon steels, for
example, four to five times larger than that of carbon steel at room temperature.
This implies that higher heat generation is obtained in resistance welding and
higher deposition rate in arc welding, that is, higher wire feed speed in submerged
arc welding (SAW) and gas metal arc welding (GMAW).