
Page 143 - Handbook of Plastics Technologies
P. 143
THERMOSETS
THERMOSETS 3.13
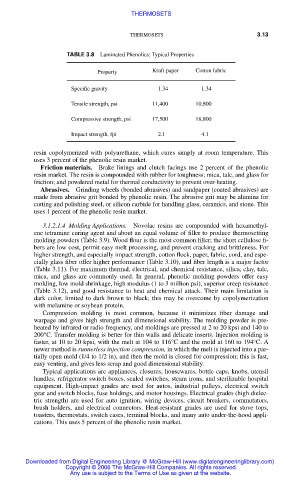
TABLE 3.8 Laminated Phenolics: Typical Properties
Property Kraft paper Cotton fabric
Specific gravity 1.34 1.34
Tensile strength, psi 11,400 10,800
Compressive strength, psi 17,500 18,800
Impact strength, fpi 2.1 4.1
resin copolymerized with polyurethane, which cures simply at room temperature. This
uses 3 percent of the phenolic resin market.
Friction materials. Brake linings and clutch facings use 2 percent of the phenolic
resin market. The resin is compounded with rubber for toughness; mica, talc, and glass for
friction; and powdered metal for thermal conductivity to prevent over-heating.
Abrasives. Grinding wheels (bonded abrasives) and sandpaper (coated abrasives) are
made from abrasive grit bonded by phenolic resin. The abrasive grit may be alumina for
cutting and polishing steel, or silicon carbide for handling glass, ceramics, and stone. This
uses 1 percent of the phenolic resin market.
3.1.2.1.4 Molding Applications. Novolac resins are compounded with hexamethyl-
ene tetramine curing agent and about an equal volume of filler to produce thermosetting
molding powders (Table 3.9). Wood flour is the most common filler; the short cellulose fi-
bers are low cost, permit easy melt processing, and prevent cracking and brittleness. For
higher strength, and especially impact strength, cotton flock, paper, fabric, cord, and espe-
cially glass fiber offer higher performance (Table 3.10), and fiber length is a major factor
(Table 3.11). For maximum thermal, electrical, and chemical resistance, silica, clay, talc,
mica, and glass are commonly used. In general, phenolic molding powders offer easy
molding, low mold shrinkage, high modulus (1 to 3 million psi), superior creep resistance
(Table 3.12), and good resistance to heat and chemical attack. Their main limitation is
dark color, limited to dark brown to black; this may be overcome by copolymerization
with melamine or soybean protein.
Compression molding is most common, because it minimizes fiber damage and
warpage and gives high strength and dimensional stability. The molding powder is pre-
heated by infrared or radio frequency, and moldings are pressed at 2 to 20 kpsi and 140 to
200°C. Transfer molding is better for thin walls and delicate inserts. Injection molding is
faster, at 10 to 20 kpsi, with the melt at 104 to 116°C and the mold at 160 to 194°C. A
newer method is runnerless injection compression, in which the melt is injected into a par-
tially open mold (1/4 to 1/2 in), and then the mold is closed for compression; this is fast,
easy venting, and gives less scrap and good dimensional stability.
Typical applications are appliances, closures, housewares, bottle caps, knobs, utensil
handles, refrigerator switch boxes, sealed switches, steam irons, and sterilizable hospital
equipment. High-impact grades are used for autos, industrial pulleys, electrical switch
gear and switch blocks, fuse holdings, and motor housings. Electrical grades (high dielec-
tric strength) are used for auto ignition, wiring devices, circuit breakers, commutators,
brush holders, and electrical connectors. Heat-resistant grades are used for stove tops,
toasters, thermostats, switch cases, terminal blocks, and many auto under-the-hood appli-
cations. This uses 5 percent of the phenolic resin market.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2006 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.