
Page 145 - Handbook of Plastics Technologies
P. 145
THERMOSETS
THERMOSETS 3.15
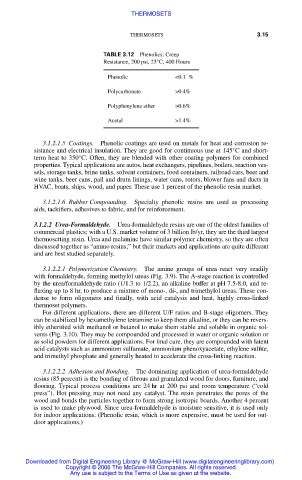
TABLE 3.12 Phenolics: Creep
Resistance, 200 psi, 23°C, 400 Hours
Phenolic <0.1 %
Polycarbonate >0.4%
Polyphenylene ether >0.6%
Acetal >1.4%
3.1.2.1.5 Coatings. Phenolic coatings are used on metals for heat and corrosion re-
sistance and electrical insulation. They are good for continuous use at 145°C and short-
term heat to 350°C. Often, they are blended with other coating polymers for combined
properties. Typical applications are autos, heat exchangers, pipelines, boilers, reaction ves-
sels, storage tanks, brine tanks, solvent containers, food containers, railroad cars, beer and
wine tanks, beer cans, pail and drum linings, water cans, rotors, blower fans and ducts in
HVAC, boats, ships, wood, and paper. These use 1 percent of the phenolic resin market.
3.1.2.1.6 Rubber Compounding. Specialty phenolic resins are used as processing
aids, tackifiers, adhesives to fabric, and for reinforcement.
3.1.2.2 Urea-Formaldehyde. Urea-formaldehyde resins are one of the oldest families of
commercial plastics; with a U.S. market volume of 3 billion lb/yr, they are the third largest
thermosetting resin. Urea and melamine have similar polymer chemistry, so they are often
discussed together as “amino resins;” but their markets and applications are quite different
and are best studied separately.
3.1.2.2.1 Polymerization Chemistry. The amine groups of urea react very readily
with formaldehyde, forming methylol ureas (Fig. 3.9). The A-stage reaction is controlled
by the urea/formaldehyde ratio (1/1.3 to 1/2.2), an alkaline buffer at pH 7.5-8.0, and re-
fluxing up to 8 hr, to produce a mixture of mono-, di-, and trimethylol ureas. These con-
dense to form oligomers and finally, with acid catalysis and heat, highly cross-linked
thermoset polymers.
For different applications, there are different U/F ratios and B-stage oligomers. They
can be stabilized by hexamethylene tetramine to keep them alkaline, or they can be revers-
ibly etherified with methanol or butanol to make them stable and soluble in organic sol-
vents (Fig. 3.10). They may be compounded and processed in water or organic solution or
as solid powders for different applications. For final cure, they are compounded with latent
acid catalysts such as ammonium sulfamate, ammonium phenoxyacetate, ethylene sulfite,
and trimethyl phosphate and generally heated to accelerate the cross-linking reaction.
3.1.2.2.2 Adhesion and Bonding. The dominating application of urea-formaldehyde
resins (85 percent) is the bonding of fibrous and granulated wood for doors, furniture, and
flooring. Typical process conditions are 24 hr at 200 psi and room temperature (“cold
press”). Hot pressing may not need any catalyst. The resin penetrates the pores of the
wood and bonds the particles together to form strong isotropic boards. Another 4 percent
is used to make plywood. Since urea-formaldehyde is moisture sensitive, it is used only
for indoor applications. (Phenolic resin, which is more expensive, must be used for out-
door applications.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2006 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.