
Page 197 - Improving Machinery Reliability
P. 197
168 Improving Machinery Reliability
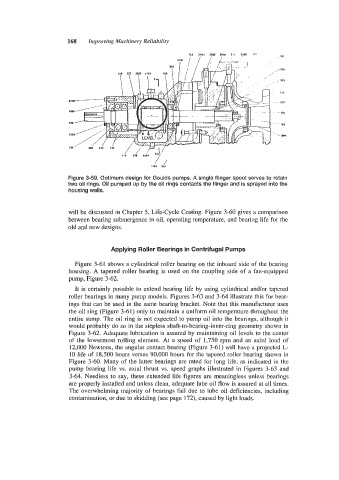
Figure 3-59. Optimum design for Goulds pumps. A single flinger spool serves to retain
two oil rings. Oil pumped up by the oil rings contacts the flinger and is sprayed into the
housing walls.
will be discussed in Chapter 5, Life-Cycle Costing. Figure 3-60 gives a comparison
between bearing submergence in oil, operating temperature, and bearing life for the
old and new designs.
Applying Roller Bearings in Centrifugal Pumps
Figure 3-61 shows a cylindrical roller bearing on the inboard side of the bearing
housing. A tapered roller bearing is used on the coupling side of a fan-equipped
pump, Figure 3-62.
It is certainly possible to extend bearing life by using cylindrical and/or tapered
roller bearings in many pump models. Figures 3-63 and 3-64 illustrate this for bear-
ings that can be used in the same bearing bracket. Note that this manufacturer uses
the oil ring (Figure 3-61) only to maintain a uniform oil temperature throughout the
entire sump. The oil ring is not expected to pump oil into the bearings, although it
would probably do so in the stepless shaft-to-bearing-inner-ring geometry shown in
Figure 3-62. Adequate lubrication is assured by maintaining oil levels to the center
of the lowermost rolling element. At a speed of 1,750 rpm and an axial load of
12,000 Newtons, the angular contact bearing (Figure 3-61) will have a projected L-
10 life of 18,500 hours versus 90,000 hours for the tapered roller bearing shown in
Figure 3-60. Many of the latter bearings are rated for long life, as indicated in the
pump bearing life vs. axial thrust vs. speed graphs illustrated in Figures 3-63 and
3-64. Needless to say, these extended life figures are meaningless unless bearings
are properly installed and unless clean, adequate lube oil flow is assured at all times.
The overwhelming majority of bearings fail due to lube oil deficiencies, including
contamination, or due to skidding (see page 172), caused by light loads.