
Page 171 - Injection Molding Advanced Troubleshooting Guide
P. 171
160 17 Brown Streaks
17.3.3.4 Machine: Hang Up Areas
Brown streaking and other forms of degradation can come from hang up areas
within the screw, barrel, end cap, nozzle, or tip. If material is trapped at melt tem-
perature in hang up areas it may degrade and lead to brown streaks. Always make
sure that the melt flow channels are as smooth as possible, as any mismatch can
result in scrap. Other factors that can cause a hang up at the nozzle tip include
damage to the tip or sprue bushing, misalignment of the injection unit, or using
the wrong radius tip.
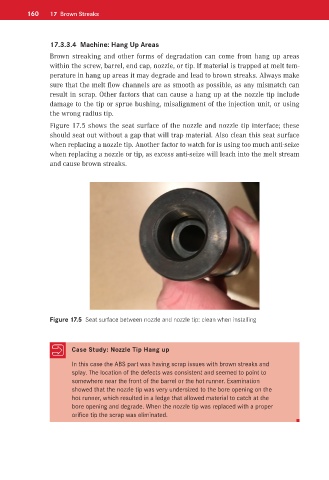
Figure 17.5 shows the seat surface of the nozzle and nozzle tip interface; these
should seat out without a gap that will trap material. Also clean this seat surface
when replacing a nozzle tip. Another factor to watch for is using too much anti-seize
when replacing a nozzle or tip, as excess anti-seize will leach into the melt stream
and cause brown streaks.
Figure 17.5 Seat surface between nozzle and nozzle tip: clean when installing
Case Study: Nozzle Tip Hang up
In this case the ABS part was having scrap issues with brown streaks and
splay. The location of the defects was consistent and seemed to point to
somewhere near the front of the barrel or the hot runner. Examination
showed that the nozzle tip was very undersized to the bore opening on the
hot runner, which resulted in a ledge that allowed material to catch at the
bore opening and degrade. When the nozzle tip was replaced with a proper
orifice tip the scrap was eliminated.
