
Page 240 - Intro Predictive Maintenance
P. 240
Process Parameters 231
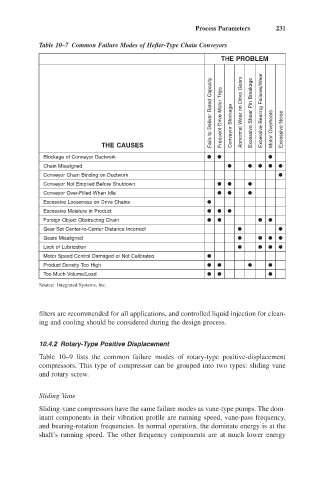
Table 10–7 Common Failure Modes of Hefler-Type Chain Conveyors
THE PROBLEM
Fails to Deliver Rated Capacity Frequent Drive Motor Trips Conveyor Blockage Abnormal Wear on Drive Gears Excessive Shear Pin Breakage Excessive Bearing Failures/Wear
THE CAUSES Motor Overheats Excessive Noise
Blockage of Conveyor Ductwork
Chain Misaligned
Conveyor Chain Binding on Ductwork
Conveyor Not Emptied Before Shutdown
Conveyor Over-Filled When Idle
Excessive Looseness on Drive Chains
Excessive Moisture in Product
Foreign Object Obstructing Chain
Gear Set Center-to-Center Distance Incorrect
Gears Misaligned
Lack of Lubrication
Motor Speed Control Damaged or Not Calibrated
Product Density Too High
Too Much Volume/Load
Source: Integrated Systems, Inc.
filters are recommended for all applications, and controlled liquid injection for clean-
ing and cooling should be considered during the design process.
10.4.2 Rotary-Type Positive Displacement
Table 10–9 lists the common failure modes of rotary-type positive-displacement
compressors. This type of compressor can be grouped into two types: sliding vane
and rotary screw.
Sliding Vane
Sliding-vane compressors have the same failure modes as vane-type pumps. The dom-
inant components in their vibration profile are running speed, vane-pass frequency,
and bearing-rotation frequencies. In normal operation, the dominate energy is at the
shaft’s running speed. The other frequency components are at much lower energy