
Page 117 - Lignocellulosic Biomass to Liquid Biofuels
P. 117
Bioconversion of lignocellulosic biomass to bioethanol and biobutanol 91
Pretreated Hydrolysis
Hydrolyzed
lignocellulosic biomass
biomass
Enzyme
Hydrolysis Separation Solid residue
reactor lignine
Hydrolytic Hexose and
enzymes pentose sugars
Fermentation
Hexose
(glucose)
Separation
fermentation
Hexose reactor Ethanol
fermenting Fermentation
microorganisms
broth rich in
(yeast)
unreacted xylose
Pentose
(xylose) Separation
fermentation
Pentose Ethanol
fermenting reactor
microorganisms
SHF yeast
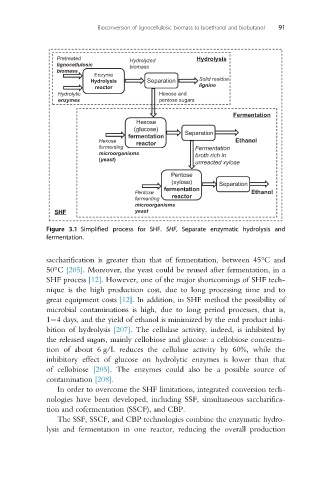
Figure 3.1 Simplified process for SHF. SHF, Separate enzymatic hydrolysis and
fermentation.
saccharification is greater than that of fermentation, between 45°C and
50°C [205]. Moreover, the yeast could be reused after fermentation, in a
SHF process [12]. However, one of the major shortcomings of SHF tech-
nique is the high production cost, due to long processing time and to
great equipment costs [12]. In addition, in SHF method the possibility of
microbial contaminations is high, due to long period processes, that is,
1 4 days, and the yield of ethanol is minimized by the end product inhi-
bition of hydrolysis [207]. The cellulase activity, indeed, is inhibited by
the released sugars, mainly cellobiose and glucose: a cellobiose concentra-
tion of about 6 g/L reduces the cellulase activity by 60%, while the
inhibitory effect of glucose on hydrolytic enzymes is lower than that
of cellobiose [205]. The enzymes could also be a possible source of
contamination [208].
In order to overcome the SHF limitations, integrated conversion tech-
nologies have been developed, including SSF, simultaneous saccharifica-
tion and cofermentation (SSCF), and CBP.
The SSF, SSCF, and CBP technologies combine the enzymatic hydro-
lysis and fermentation in one reactor, reducing the overall production