
Page 407 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 407
Section 16.2 Shearing
(H)
Blanking punch
Upper
Upper pressure pad pressure
pad
Stinger (irnpingement ring)
Sheet metal
Fracture
,l,_
Blanking die surface
Lower pressure cushion
Lower
Support pressure
cushion
rr" l tttte
Clearance
(D)
t t
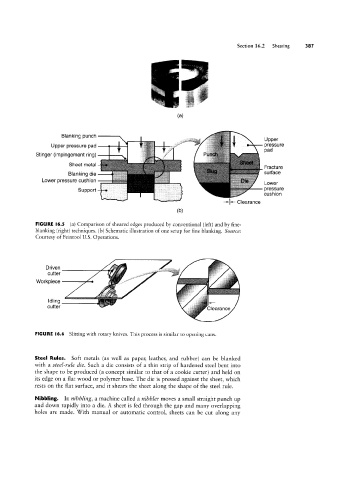
FIGURE l6.5 (a) Comparison of sheared edges produced by conventional (left) and by fine-
blanking (right) techniques. (b) Schematic illustration of one setup for fine blanking. S01/r1'ce~
cutter
Courtesy of Feintool U.S. Operations.
yyzz
y,
Drive I1 yut .at ,egg
Work iece
p f
'd""9 ,
cutter
FIGURE l6.6 Slitting with rotary knives. This process is similar to opening cans.
Steel Rules. Soft metals (as Well as paper, leather, and rubber) can be blanked
with a steel-rule die. Such a die consists of a thin strip of hardened steel bent into
the shape to be produced (a concept similar to that of a cookie cutter) and held on
its edge on a flat wood or polymer base. The die is pressed against the sheet, which
rests on the flat surface, and it shears the sheet along the shape of the steel rule.
Nibbling. In nibbling, a machine called a nibbler moves a small straight punch up
and down rapidly into a die. A sheet is fed through the gap and many overlapping
holes are made. With manual or automatic control, sheets can be cut along any