
Page 410 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 410
390 Chapter 16 Sheet-Metal Forming Processes and Equipment
Sheet Sheared Clearance. Because the formability of the sheared part can be influenced by the
l6.2.3 Characteristics and Type of Shearing Dies
Shaving
quality of its sheared edges, clearance control is important. The appropriate clearance
Shearing edge depends on
° The type of material and its temper
° The thickness and size of the blank
(H)
° Its proximity to the edges of other sheared edges or the edges of the original
blank.
Die they may be as small as 1% (as in fine blanking) or as large as 30%. The smaller
Clearances generally range between 2 and 8% of the sheet thickness, but
the clearance, the better is the quality of the edge. If the sheared edge is rough
Clearance
and not acceptable, it can be subjected to a process called shaving (Fig. 16.9a),
whereby the extra material from the edge is trimmed by cutting, as also depicted
(bl
in Fig. 21.3.
As a general guideline, la) clearances for soft materials are less than those for
FIGURE l6.9 Schematic harder grades; (b) the thicker the sheet, the larger the clearance must be; and (c) as
illustrations of the shaving the ratio of hole diameter to sheet thickness decreases, clearances should be larger.
process. (a) Shaving a sheared In using larger clearances, attention must be paid to the rigidity and the alignment of
edge. (b) Shearing and shaving
combined in one stroke. the presses, the dies, and their setups.
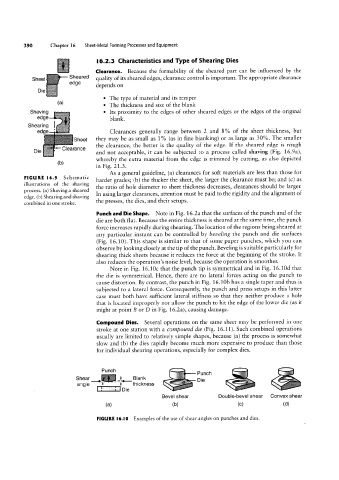
Punch and Die Shape. Note in Fig. 16.2a that the surfaces of the punch and of the
die are both flat. Because the entire thickness is sheared at the same time, the punch
force increases rapidly during shearing. The location of the regions being sheared at
any particular instant can be controlled by bei/eling the punch and die surfaces
(Fig. 16.10). This shape is similar to that of some paper punches, which you can
observe by looking closely at the tip of the punch. Beveling is suitable particularly for
shearing thick sheets because it reduces the force at the beginning of the stroke. It
also reduces the operation’s noise level, because the operation is smoother.
Note in Fig. 16.10c that the punch tip is symmetrical and in Fig. 16.1Od that
the die is symmetrical. Hence, there are no lateral forces acting on the punch to
cause distortion. By contrast, the punch in Fig. 16.10b has a single taper and thus is
subjected to a lateral force. Consequently, the punch and press setups in this latter
case must both have sufficient lateral stiffness so that they neither produce a hole
that is located improperly nor allow the punch to hit the edge of the lower die (as it
might at point B or D in Fig. 16.2a), causing damage.
thickness
"4
Compound Dies. Several operations on the same sheet may be performed in one
stroke at one station with a compound die (Fig. 16.11). Such combined operations
usually are limited to relatively simple shapes, because (a) the process is somewhat
slow and (b) the dies rapidly become much more expensive to produce than those
for individual shearing operations, especially for complex dies.
shear__ _l__ Blank ,, Punch \ gvyw
Die
angle T ....
Die '~.a .. . in
Bevel shear Double-bevel shear Convex shear
la) (D) (C) (Ci)
FIGURE I6.I0 Examples of the use of shear angles on punches and dies.