
Page 531 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 531
Section 19.13 Processing Polymer matrix Composites
l9.I 3.2 Molding of Reinforced Plastics
There are several molding processes used for reinforced plastics.
Compression Molding. The material is placed between two molds, and pressure is
applied. The molds may be either at room temperature or heated to accelerate hard-
ening of the part. The material may be a bulk-molding compound, which is a vis-
cous, sticky mixture of polymers, fibers, and additives. Generally, it is molded into
the shape of a log, which subsequently is cut or sliced into the desired shape. Fiber
lengths generally range from 3 to 50 mm, although longer fibers of 75 mm also may
be used.
Sheet-molding compounds also can be processed by compression molding.
These compounds are similar to bulk-molding compounds, except that the
resin-fiber mixture is laid between plastic sheets to make a sandwich that can be
handled easily. The sheets have to be removed prior to placing the SMC in the mold.
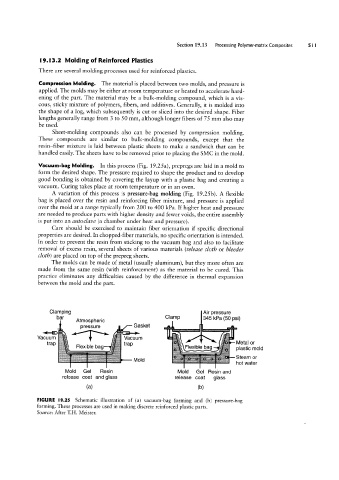
Vacuum-bag Molding. In this process (Fig. 19.25a), prepregs are laid in a mold to
form the desired shape. The pressure required to shape the product and to develop
good bonding is obtained by covering the layup with a plastic bag and creating a
vacuum. Curing takes place at room temperature or in an oven.
Vacuum
A variation of this process is pressure-bag molding (Fig. 19.25 b). A flexible
bag is placed over the resin and reinforcing fiber mixture, and pressure is applied
over the mold at a range typically from ZOO to 400 kPa. If higher heat and pressure
are needed to produce parts with higher density and fewer voids, the entire assembly
is put into an autoclaz/e (a chamber under heat and pressure).
Care should be exercised to maintain fiber orientation if specific directional
properties are desired. ln chopped-fiber materials, no specific orientation is intended.
In order to prevent the resin from sticking to the vacuum bag and also to facilitate
removal of excess resin, several sheets of various materials (release cloth or bleeder
cloth) are placed on top of the prepreg sheets.
The molds can be made of metal (usually aluminum), but they more often are
made from the same resin (with reinforcement) as the material to be cured. This
practice eliminates any difficulties caused by the difference in thermal expansion
between the mold and the part.
Clamping Air pressure
bar Atmospheric Clamp 345 kPa (50 psi)
pressure GaSk€‘t 1, zrtr; ,-
__
,_ Vacuum
_,_:?_z
H
M t
"ap ,\ Flexible bag "ap Flexible bag p|aSti¢ mom
W
e a or
Steam or
Mold Gel Flesin Mold Gel Resin and
release coat and glass release coat glass
(H) (D)
FIGURE l9.25 Schematic illustration of (a) vacuum-bag forming and (b) pressure-bag
forming. These processes are used in making discrete reinforced plastic parts.
Source: After T.H. Meister.