
Page 199 - Mechanical Engineer's Data Handbook
P. 199
MANUFACTURING TECHNOLOGY 187
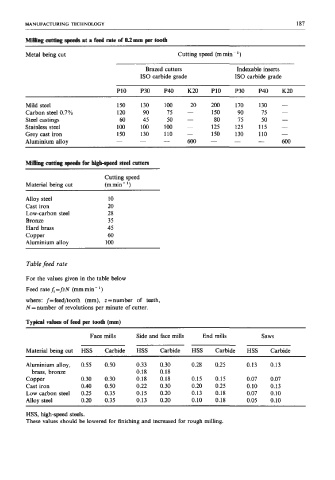
Milling cutting speeds at a fed rate of 0.2mm per tootb
Metal being cut Cutting speed (mmin-')
Brazed cutters Indexable inserts
IS0 carbide grade IS0 carbide grade
P10 P30 P40 K20 P10 P30 P40 K20
Mild steel 150 130 100 20 200 170 130 -
Carbon steel 0.7% 120 90 75 - 150 90 75 -
Steel castings 60 45 50 - 80 75 50 -
Stainless steel 100 100 100 - 125 125 115 -
Grey cast iron 150 130 110 - 150 130 110 -
Aluminium alloy - - - 600- - - 600
Milling cutting speeds for hishspeea steel cutters
Cutting speed
Material being cut (m min - ' )
Alloy steel 10
Cast iron 20
Low-carbon steel 28
Bronze 35
Hard brass 45
Copper 60
Aluminium alloy 100
Table feed rate
For the values given in the table below
Feed rate f, =fzN (mm min- ')
where: f=feed/tooth (mm), z=number of teeth,
N =number of revolutions per minute of cutter.
Typical values of feed per tooth (mm)
Face mills Side and face mills End mills Saws
Material being cut HSS Carbide HSS Carbide HSS Carbide HSS Carbide
Aluminium alloy, 0.55 0.50 0.33 0.30 0.28 0.25 0.13 0.13
brass, bronze 0.18 0.18
Copper 0.30 0.30 0.18 0.18 0.15 0.15 0.07 0.07
Cast iron 0.40 0.50 0.22 0.30 0.20 0.25 0.10 0.13
Low carbon steel 0.25 0.35 0.15 0.20 0.13 0.18 0.07 0.10
Alloy steel 0.20 0.35 0.13 0.20 0.10 0.18 0.05 0.10
HSS, high-speed steels.
These values should be lowered for finishing and increased for rough milling.