
Page 194 - Mechanical Engineer's Data Handbook
P. 194
182 MECHANICAL ENGINEER’S DATA HANDBM~K
Drill angles
Point angle Lip clearance
Material Helix angle (“1 (“1
~-
~ ~ ~~ ~ ~ ~
Aluminium alloy Quick 140 12-15
Magnesium alloy Standard 100 12-15
Brass Slow 130 10-12
Copper Quick 125 12-15
Bakelite Slow 30 12-15
Manganese steel Slow 130 7-10
5.4 Milling
5.4. I Milling process
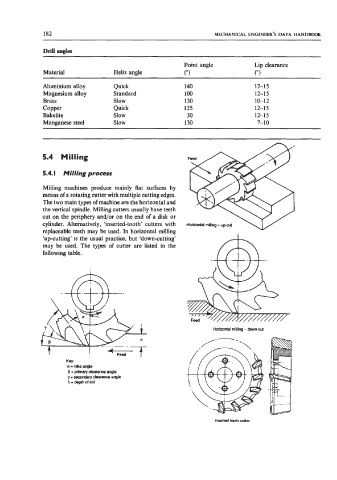
Milling machines produce mainly flat surfaces by
means of a rotating cutter with multiple cutting edges.
The two main types of machine are the horizontal and
the vertical spindle. Milling cutters usually have teeth
cut on the periphery and/or on the end of a disk or
cylinder. Alternatively, ‘inserted-tooth’ cutters with
replaceable teeth may be used. In horizontal milling
‘upcutting’ is the usual practice, but ‘down-cutting’
may be used. The types of cutter are listed in the
following table.
Feed
Horizontal milling - dowrrcui