
Page 192 - Mechanical Engineer's Data Handbook
P. 192
180 MECHANICAL ENGINEER'S DATA HANDBOOK
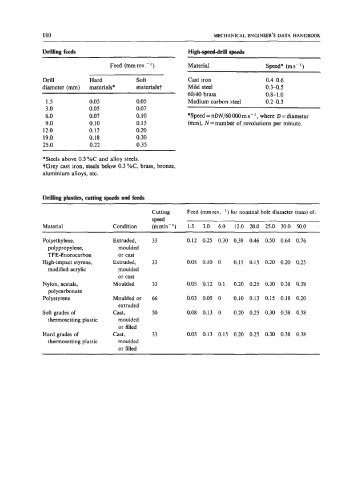
Drilling feeds Higb-speeddrill sped
Feed (mm rev.- ') Material Speed* (ms-')
Drill Hard Soft Cast iron O.M.6
diameter (mm) materials* materials? Mild steel 0.3-4.5
60140 brass 0.8-1.0
1.5 0.05 0.05 Medium carbon steel 0.2-0.3
3 .O 0.05 0.07
6 .O 0.07 0.10 *Speed = nDN/60 OOO m s- ' , where D = diameter
9.0 0.10 0.15 (mm), N = number of revolutions per minute.
12.0 0.12 0.20
19.0 0.18 0.30
25.0 0.22 0.35
~ ~
*Steels above 0.3 %C and alloy steels.
tGrey cast iron, steels below 0.3 %C, brass, bronze,
aluminium alloys, etc.
Drilling plastics, cutting speeds and feeds
Cutting Feed (mmrev.-') for nominal hole diameter (mm) of:
speed
Material Condition (mmin-') 1.5 3.0 6.0 12.0 20.0 25.0 30.0 50.0
Polyethylene, Extruded, 33 0.12 0.25 0.30 0.38 0.46 0.50 0.64 0.76
polypropylene, moulded
TFE-fluorocarbon or cast
High-impact styrene, Extruded, 33 0.05 0.10 0 0.15 0.15 0.20 0.20 0.25
modified acrylic moulded
or cast
Nylon, acetals, Moulded 33 0.05 0.12 0.1 0.20 0.25 0.30 0.38 0.38
polycarbonate
Polystyrene Moulded or 66 0.03 0.05 0 0.10 0.13 0.15 0.18 0.20
extruded
Soft grades of Cast, 50 0.08 0.13 0 0.20 0.25 0.30 0.38 0.38
thermosetting plastic moulded
or filled
Hard grades of Cast, 33 0.05 0.13 0.15 0.20 0.25 0.30 0.38 0.38
thermosetting plastic moulded
or filled