
Page 79 - New Trends In Coal Conversion
P. 79
Current status of CO 2 capture from coal facilities 45
Heat recovery
steam generator
Power
Hot exhaust
generation
Steam turbine
Combustion
Nitrogen Air chamber Gas Power
turbine
Air separation unit Particulate Sulfur removal WGS CO 2 capture generation
Air control Water
Gasifier
wash
Fly ash
Oxygen
Sulfur Steam Stack
Coal
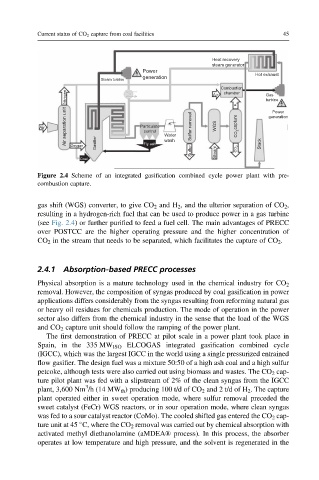
Figure 2.4 Scheme of an integrated gasification combined cycle power plant with pre-
combustion capture.
gas shift (WGS) converter, to give CO 2 and H 2 , and the ulterior separation of CO 2 ,
resulting in a hydrogen-rich fuel that can be used to produce power in a gas turbine
(see Fig. 2.4) or further purified to feed a fuel cell. The main advantages of PRECC
over POSTCC are the higher operating pressure and the higher concentration of
CO 2 in the stream that needs to be separated, which facilitates the capture of CO 2 .
2.4.1 Absorption-based PRECC processes
Physical absorption is a mature technology used in the chemical industry for CO 2
removal. However, the composition of syngas produced by coal gasification in power
applications differs considerably from the syngas resulting from reforming natural gas
or heavy oil residues for chemicals production. The mode of operation in the power
sector also differs from the chemical industry in the sense that the load of the WGS
and CO 2 capture unit should follow the ramping of the power plant.
The first demonstration of PRECC at pilot scale in a power plant took place in
Spain, in the 335 MW ISO ELCOGAS integrated gasification combined cycle
(IGCC), which was the largest IGCC in the world using a single pressurized entrained
flow gasifier. The design fuel was a mixture 50:50 of a high ash coal and a high sulfur
petcoke, although tests were also carried out using biomass and wastes. The CO 2 cap-
ture pilot plant was fed with a slipstream of 2% of the clean syngas from the IGCC
3
plant, 3,600 Nm /h (14 MW th ) producing 100 t/d of CO 2 and 2 t/d of H 2 . The capture
plant operated either in sweet operation mode, where sulfur removal preceded the
sweet catalyst (FeCr) WGS reactors, or in sour operation mode, where clean syngas
was fed to a sour catalyst reactor (CoMo). The cooled shifted gas entered the CO 2 cap-
ture unit at 45 C, where the CO 2 removal was carried out by chemical absorption with
activated methyl diethanolamine (aMDEA® process). In this process, the absorber
operates at low temperature and high pressure, and the solvent is regenerated in the