
Page 273 - Plastics Engineering
P. 273
256 Processing of Plastics
D
Pitch =n tan 0
, e ~
r
KD
\ \ 'WA\\
AIPI
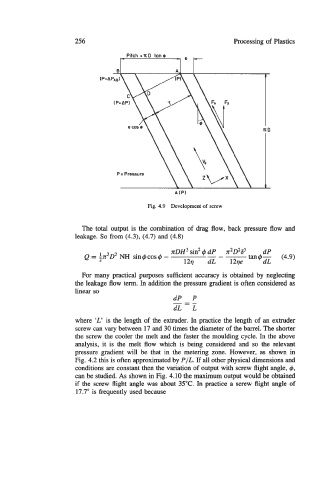
Fig. 4.9 Development of screw
The total output is the combination of drag flow, back pressure flow and
leakage. So from (4.3), (4.7) and (4.8)
nDH3 sin2 I$ dP n2D2J3 dP
Q = $T~D~ sin4cos4 - tan+-- (4.9)
NH
12~ dL 12~e dL
For many practical purposes sufficient accuracy is obtained by neglecting
the leakage flow term. In addition the pressure gradient is often considered as
linear so
dP P
-
_- -
dL L
where 'L' is the length of the extruder. In practice the length of an extruder
screw can vary between 17 and 30 times the diameter of the barrel. The shorter
the screw the cooler the melt and the faster the moulding cycle. In the above
analysis, it is the melt flow which is being considered and so the relevant
pressure gradient will be that in the metering zone. However, as shown in
Fig. 4.2 this is often approximated by P/L. If all other physical dimensions and
conditions are constant then the variation of output with screw flight angle, 4,
can be studied. As shown in Fig. 4.10 the maximum output would be obtained
if the screw flight angle was about 35°C. In practice a screw flight angle of
17.7" is frequently used because