
Page 289 - Plastics Engineering
P. 289
272 Processing of Plastics
The maximum stress in the inflated parison will be the hoop stress, 00, which
is given by
PO, 0.4~
50
oo=-- -
2h 2 x 2.42
= 4.13 MN/m2
Since this is less than the melt fracture stress (6 MN/m2) these production
conditions would be suitable. These are more worked examples on extrusion
blow moulding towards the end of Chapter 5.
Extrusion Stretch Blow Moulding
Molecular orientation has a very large effect on the properties of a moulded
article. During conventional blow moulding the inflation of the parison causes
molecular orientation in the hoop direction. However, bi-axial stretching of the
plastic before it starts to cool in the mould has been found to provide even more
significant improvements in the quality of blow-moulded bottles. Advantages
claimed include improved mechanical properties, greater clarity and superior
permeation characteristics. Cost savings can also be achieved through the use
of lower material grades or thinner wall sections.
Biaxial orientation may be achieved in blow moulding by
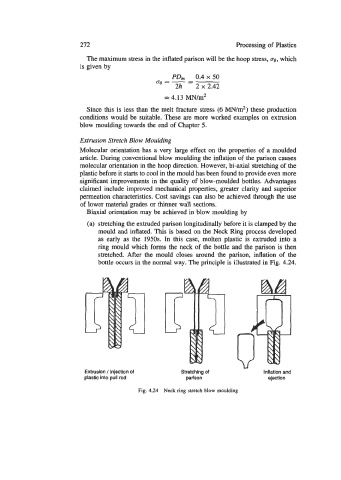
(a) stretching the extruded parison longitudinally before it is clamped by the
mould and inflated. This is based on the Neck Ring process developed
as early as the 1950s. In this case, molten plastic is extruded into a
ring mould which forms the neck of the bottle and the parison is then
stretched. After the mould closes around the parison, inflation of the
bottle occurs in the normal way. The principle is illustrated in Fig. 4.24.
U
Extrusion / Injection of Stretching of Inflation and
plastic into pull rod parison ejection
Fig. 4.24 Neck ring stretch blow moulding