
Page 285 - Plastics Engineering
P. 285
268 Processing of Plastics
This example illustrates the simplified approach to film blowing. Unfortu-
nately in practice the situation is more complex in that the film thickness is
influenced by draw-down, relaxation of induced stresses/strains and melt flow
phenomena such as die swell. In fact the situation is similar to that described
for blow moulding (see below) and the type of analysis outlined in that section
could be used to allow for the effects of die swell. However, since the most
practical problems in film blowing require iterative type solutions involving
melt flow characteristics, volume flow rates, swell ratios, etc the study of these
is delayed until Chapter 5 where a more rigorous approach to polymer flow
has been adopted.
(d) Blow Moulding
This process evolved originally from glass blowing technology. It was devel-
oped as a method for producing hollow plastic articles (such as bottles and
barrels) and although this is still the largest application area for the process,
nowadays a wide range of technical mouldings can also be made by this method
e.g. rear spoilers on cars and videotape cassettes. There is also a number of vari-
ations on the original process but we will start by considering the conventional
extrusion blow moulding process.
Extrusion Blow Moulding
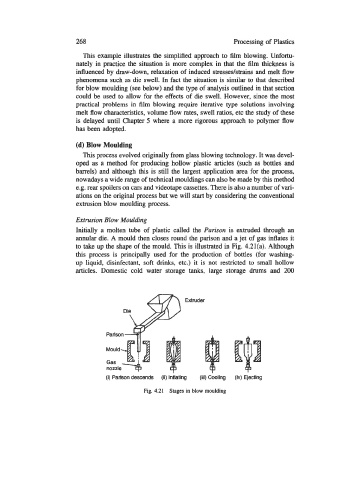
Initially a molten tube of plastic called the Parison is extruded through an
annular die. A mould then closes round the parison and a jet of gas inflates it
to take up the shape of the mould. This is illustrated in Fig. 4.21(a). Although
this process is principally used for the production of bottles (for washing-
up liquid, disinfectant, soft drinks, etc.) it is not restricted to small hollow
articles. Domestic cold water storage tanks, large storage drums and 200
Extruder
(i) Parison descends (ii) Inflating (iii) Cooling (iv) Ejecting
Fig. 4.21 Stages in blow moulding