
Page 43 - Practical Machinery Management for Process Plants Major Process Equipment Maintenance and Repair
P. 43
28 Major Process Equipment Maintenance and Repair
RADIAL BEARING T
RADIAL BEARING
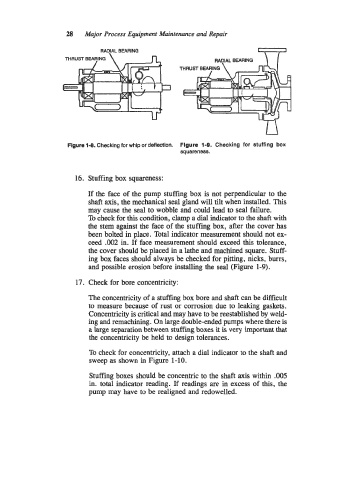
Figure 1-8. Checking for whip or deflection. Figure 1-9. Checking for stuffing box
squareness.
16. Stuffing box squareness:
If the face of the pump stuffing box is not perpendicular to the
shaft axis, the mechanical seal gland will tilt when installed. This
may cause the seal to wobble and could lead to seal failure.
To check for this condition, clamp a dial indicator to the shaft with
the stem against the face of the stuffing box, after the cover has
been bolted in place. Total indicator measurement should not ex-
ceed .002 in. If face measurement should exceed this tolerance,
the cover should be placed in a lathe and machined square. Stuff-
ing box faces should always be checked for pitting, nicks, burrs,
and possible erosion before installing the seal (Figure 1-9).
17. Check for bore concentricity:
The concentricity of a stuffing box bore and shaft can be difficult
to measure because of rust or corrosion due to leaking gaskets.
Concentricity is critical and may have to be reestablished by weld-
ing and remachining. On large double-ended pumps where there is
a large separation between stuffing boxes it is very important that
the concentricity be held to design tolerances.
To check for concentricity, attach a dial indicator to the shaft and
sweep as shown in Figure 1-10.
Stuffing boxes should be concentric to the shaft axis within .005
in. total indicator reading. If readings are in excess of this, the
pump may have to be realigned and redowelled.