
Page 100 - Pressure Swing Adsorption
P. 100
74 PRESSURE SWING ADSORPTION PSA CYCLES: BASIC PRINCIPLES 75
ORY AiFI OUT
40 PS1G. a.~ sent
CHECK VALVES
Col
REGENEFIA.TION FLOW VA.LVE
O.~ SCFM i---<;.,.--
ProdlJCi
DFIV1NG CHAM8EFIS A 6 8
EACH CHAIA8ER•
l LS. M08lL6EAOS
Col 2
Pre~ruruauon Feed Slowdown Purge
·k:17 ~/,1~~----j) MINUTES AS Sl-lCWN
4 • WAY SOLENOiO VALVE:
I
J.NQ REPEAT
0 0.3 • T 0.5 • T 0.8 • T T > 110 VAC J M1NUT£S OTI--IER POStTION
A(CYCL£ TIMER WET ;:.1R IN
Fi~1ire 3.4 The sequence of steps Ill the hns1c Skl\rstrom PSA cvc\c. <10 PSIG. 1.0 SCFl.1
/a)
cycle 1s still widely used for small-scale· air drying. and this cycle has also
oroved successful for other similar separations where the 1rnourities are , ~ f,<.R f ~
present at low concentration and the selectivity of the adsorbent 1s high. 0 j ·1r
a
Under these conditmns the raflinate product behaves as a nonadsorbing .
inert. .
Oxygen oroduction from air usmg 5A or 13X zeolite as the adsorbent 1s an . ~\ ~
example of a bulk separation. The oreferennally adsorbed soec1es (nitrogen) '
,
is present at a relatively high concentration level, and there 1s significant 0 •oor
coactsorpt1on of the Jess strongly adsorbed species (oxygen). Such a seoara- 0
0
t1on can be achieved usmg the Skarstrom cycle, but a reasonably pure •
raffinate product can be achieved only at low fractional recovery, making the ' " ~
ii
economics unattractive. In Skarstrom's ongmal exoenments usmg a 13X ~
zeolite adsorbent, a 90% pure oxygen product was achieved only at a , l
6
recovery of 10%. The separation factor for this particular adsoment appears ,
8
to have l)een rather low (2.0), and a somewhai hetter performance can he ~
expected with the higher separation factors (3-3.5) typically ot,tamed with a •
well-dehydrated zeolite. 7 However, to 1morove the econom1cs, further en-
hancement of the recovery-purity profile is obviously desirable. HP T !9~6 <z ,.
In a Skarstrom cycie the coiumn effluent during the blowdown and purge " OUE " " "
steps 1s normally waste gas (nch m the more strongly adsorbed species but (b)
containmg a significant fraction of the less strongly held species). Skarstrom
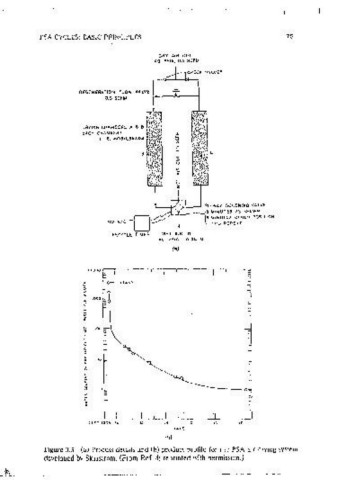
Figure 3.5 (a) Process details and (b) product profile for the PSA air ctrvmg svstem
develooed bv Skarstrom. (From Ref. 4: reprinted with oerm1ss1on.)