
Page 292 - Reciprocating Compressors Operation Maintenance
P. 292
Overhaul and Repair of Reciprocating Compressors 2,77
4. Both counterbore or face of piston (piston rod shoulder, collar, or
piston nut end) must not be galled or rough. If not in good condi-
tion, rough or marked, machine to clean up.
5. Measure the inside diameter of piston boss. If this diameter is
greater than the normal diameter of the bore by .002", the piston
will not have the proper fit to the rod. Depending on the design of
the piston and the boss, a repair may be made by boring oversize
and installing a bushing. If the design is such that there is not
enough material to install a bushing, the piston rod must be built up
and ground to an amount equal to the oversize bore. Clearance
between piston bore ID and piston rod OD is .001" to .0025".
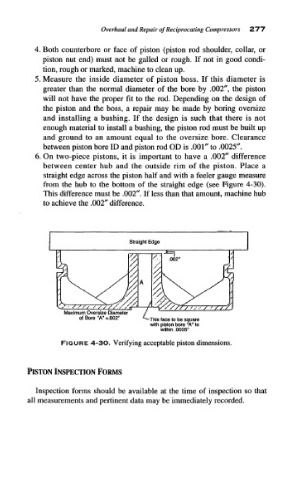
6. On two-piece pistons, it is important to have a .002" difference
between center hub and the outside rim of the piston. Place a
straight edge across the piston half and with a feeler gauge measure
from the hub to the bottom of the straight edge (see Figure 4-30).
This difference must be .002". If less than that amount, machine hub
to achieve the .002" difference.
Straight Edge
Maximum Oversize Diameter
of Bore "A" =.002" ^This face to be square
with piston bore "A" to
within .0005"
FIGURE 4-3O. Verifying acceptable piston dimensions.
PISTON INSPECTION FORMS
Inspection forms should be available at the time of inspection so that
all measurements and pertinent data may be immediately recorded.