
Page 288 - Sensors and Control Systems in Manufacturing
P. 288
The Role of Sensors and Contr ol Technology in CIM
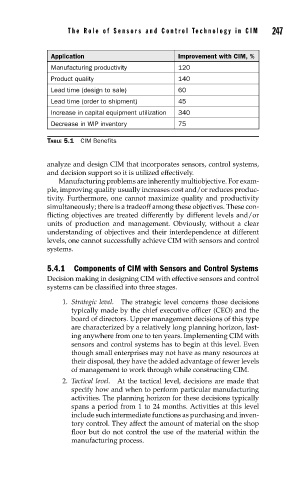
Application Improvement with CIM, % 247
Manufacturing productivity 120
Product quality 140
Lead time (design to sale) 60
Lead time (order to shipment) 45
Increase in capital equipment utilization 340
Decrease in WIP inventory 75
TABLE 5.1 CIM Benefits
analyze and design CIM that incorporates sensors, control systems,
and decision support so it is utilized effectively.
Manufacturing problems are inherently multiobjective. For exam-
ple, improving quality usually increases cost and/or reduces produc-
tivity. Furthermore, one cannot maximize quality and productivity
simultaneously; there is a tradeoff among these objectives. These con-
flicting objectives are treated differently by different levels and/or
units of production and management. Obviously, without a clear
understanding of objectives and their interdependence at different
levels, one cannot successfully achieve CIM with sensors and control
systems.
5.4.1 Components of CIM with Sensors and Control Systems
Decision making in designing CIM with effective sensors and control
systems can be classified into three stages.
1. Strategic level. The strategic level concerns those decisions
typically made by the chief executive officer (CEO) and the
board of directors. Upper management decisions of this type
are characterized by a relatively long planning horizon, last-
ing anywhere from one to ten years. Implementing CIM with
sensors and control systems has to begin at this level. Even
though small enterprises may not have as many resources at
their disposal, they have the added advantage of fewer levels
of management to work through while constructing CIM.
2. Tactical level. At the tactical level, decisions are made that
specify how and when to perform particular manufacturing
activities. The planning horizon for these decisions typically
spans a period from 1 to 24 months. Activities at this level
include such intermediate functions as purchasing and inven-
tory control. They affect the amount of material on the shop
floor but do not control the use of the material within the
manufacturing process.