
Page 86 - Sensors and Control Systems in Manufacturing
P. 86
Classification and Types of Sensors
Active, % Idle, % 47
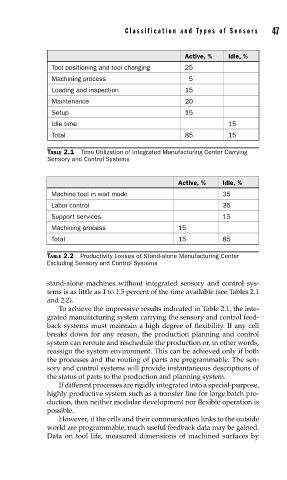
Tool positioning and tool changing 25
Machining process 5
Loading and inspection 15
Maintenance 20
Setup 15
Idle time 15
Total 85 15
TABLE 2.1 Time Utilization of Integrated Manufacturing Center Carrying
Sensory and Control Systems
Active, % Idle, %
Machine tool in wait mode 35
Labor control 35
Support services 15
Machining process 15
Total 15 85
TABLE 2.2 Productivity Losses of Stand-alone Manufacturing Center
Excluding Sensory and Control Systems
stand-alone machines without integrated sensory and control sys-
tems is as little as 1 to 1.5 percent of the time available (see Tables 2.1
and 2.2).
To achieve the impressive results indicated in Table 2.1, the inte-
grated manufacturing system carrying the sensory and control feed-
back systems must maintain a high degree of flexibility. If any cell
breaks down for any reason, the production planning and control
system can reroute and reschedule the production or, in other words,
reassign the system environment. This can be achieved only if both
the processes and the routing of parts are programmable. The sen-
sory and control systems will provide instantaneous descriptions of
the status of parts to the production and planning system.
If different processes are rigidly integrated into a special-purpose,
highly productive system such as a transfer line for large batch pro-
duction, then neither modular development nor flexible operation is
possible.
However, if the cells and their communication links to the outside
world are programmable, much useful feedback data may be gained.
Data on tool life, measured dimensions of machined surfaces by