
Page 94 - TPM A Route to World-Class Performance
P. 94
Techniques to deliver fhe TPM principles 75
The infrastructure of core TPM teams supported by key contacts (see Figure
3.13) reflects the importance of TPM (D) both in retrofit on existing assets and
for the next generation of equipment. Table 4.1 shows that this vital pillar is
also focused through the measurement and problem prevention cycles of the
nine-step TPM improvement plan. Chapter 9 is devoted to the subject of
TPM for equipment designers, specifiers and planners.
4.6 Company-wide TPM
As equipment losses are brought more under control, management attention
can be directed towards other issues in the value stream/supply chain.
The progression of classic TPM into company-wide TPM recognized the
need to define more closely the changing roles of maintainers and managers
as they evolve from looking inward to becoming customer-focused.
The importance of safety is also given recognition as well as TPM in the
off ice environment. The number of pillar champions under company-wide
TPM has increased from five to eight.
The classic five principles are a good starting point for implementing top-
down roles. These correspond closely to key management roles (Table 4.2).
Management’s role in TPM is to create an environment which pulls through
continuous improvement bottom-up rather than pushing initiatives top-down.
A good way of explaining the five pillar champion roles is by linking the
pillar champion to the five questions set out in Chapter 3.
Champion Question
OEE Why don’t we know the consequences of failure (both obvious
and hidden)?
OAC Why does this part of the process not work as it is meant to?
MAC Why can’t we improve the reliability?
CSD Why don’t we have the skills to set optimal conditions?
EEM Why can’t we maintain and improve our technology to maintain
optimal conditions for longer?
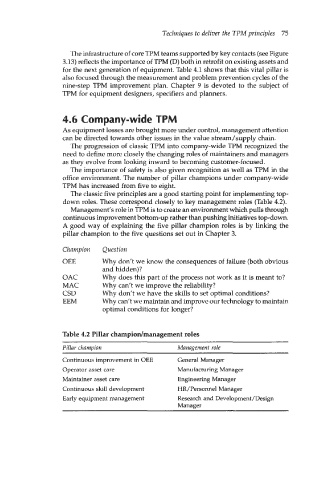
Table 4.2 Pillar championlmanagement roles
Pillar champion Management role
Continuous improvement in OEE General Manager
Operator asset care Manufacturing Manager
Maintainer asset care Engineering Manager
Continuous skill development HR/Personnel Manager
Early equipment management Research and Development/Design
Manager