
Page 246 - The Jet Engine
P. 246
Manufacture
four per cent thoriated tungsten electrode, together
with a suitable non-contact method o! arc starting is
used and the weld current is reduced in a controlled
manner at the end of each weld to prevent the
formation of finishing cracks. All welds are visually
and penetrant inspected and in addition, welds
associated with rotating parts i.e., compressor and/or
turbine are radiologically examined to Quality
Acceptance Standards. During welding operations
and to aid in the control of distortion and shrinkage
the use of an expanding fixture is recommended
and, whenever possible, mechanised welding
employed together with the pulsed arc technique is
preferred. A typical T.I.G. welding operation is
illustrated in fig. 22-8.
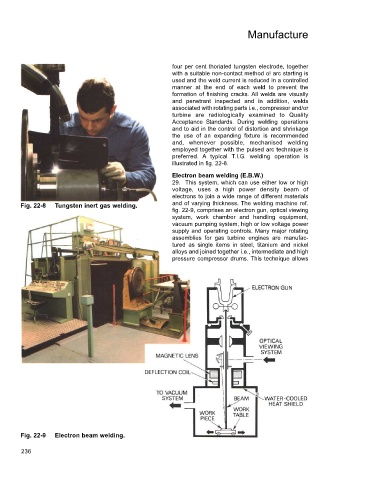
Electron beam welding (E.B.W.)
29. This system, which can use either low or high
voltage, uses a high power density beam of
electrons to join a wide range of different materials
Fig. 22-8 Tungsten inert gas welding. and of varying thickness. The welding machine ref.
fig. 22-9, comprises an electron gun, optical viewing
system, work chamber and handling equipment,
vacuum pumping system, high or low voltage power
supply and operating controls. Many major rotating
assemblies for gas turbine engines are manufac-
tured as single items in steel, titanium and nickel
alloys and joined together i.e., intermediate and high
pressure compressor drums. This technique allows
Fig. 22-9 Electron beam welding.
236