
Page 248 - The Jet Engine
P. 248
Manufacture
Stem drilling
35. This process consists of tubes (cathode)
produced from titanium and suitably insulated to
ensure a reaction at the tip. A twenty per cent
solution of nitric acid is fed under pressure onto the
blade producing holes generally in the region of
0.026 in. diameter. The process is more speedy in
operation than electro-discharge machining and is
capable of drilling holes up to a depth two hundred
times the diameter of the tube in use.
Capillary drilling
36. Similar in process to stem drilling but using
tubes produced from glass incorporating a core of
platinum wire (cathode). A twenty per cent nitric acid
solution is passed through the tube onto the
workpiece and is capable of producing holes as
small as 0.009 in. diameter. Depth of the hole is up
to forty times greater than the tube in use and
therefore determined by tube diameter.
37. Automation has also been added to the process
of electro-chemical machining (E.C.M.) with the intro-
duction of 360 degree E.G. machining of small
compressor blades, ref. fig. 22-12. For some blades
of shorter length airfoil, this technique is more cost
effective than the finished shaped airfoil when using
precision forging techniques. Blades produced by
E.C.M. employ integrated vertical broaching
machines which take pre-cut lengths of bar material,
produce the blade root feature, such as a fir-tree, and
then by using this as the location, fully E.C.M. from
both sides to produce the thin airfoil section in one
operation.
ELECTRO-DISCHARGE MACHINING (E.D.M.)
38. This type of machining removes metal from the
workpiece by converting the kinetic energy of electric
sparks into heat as the sparks strike the workpiece.
39. An electric spark results when an electric
potential between two conducting surfaces reaches
the point at which the accumulation of electrons has
acquired sufficient energy to bridge the gap between
the two surfaces and complete the circuit. At this
point, electrons break through the dielectric medium
between the conducting surfaces and, moving from
negative (the tool electrode) to positive (the
workpiece), strike the latter surface with great
energy; fig, 22-13 illustrates a typical spark erosion
circuit.
40. When the sparks strike the workpiece, the heat
is so intense that the metal to be removed is instan-
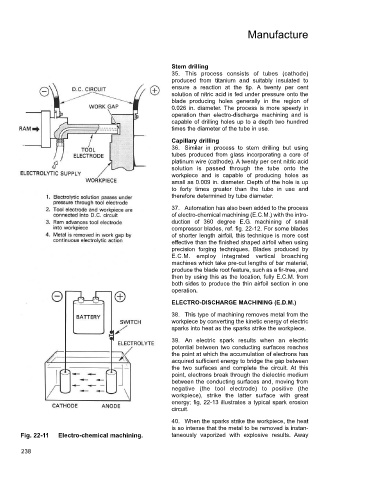
Fig. 22-11 Electro-chemical machining. taneously vaporized with explosive results. Away
238