
Page 245 - The Jet Engine
P. 245
Manufacture
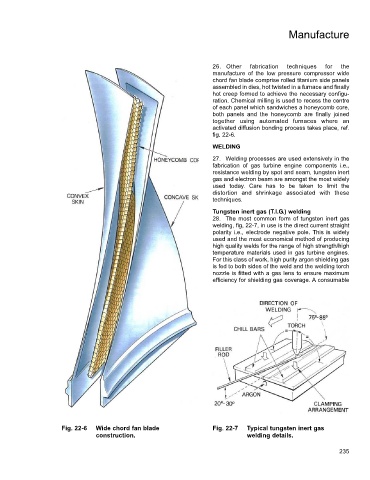
26. Other fabrication techniques for the
manufacture of the low pressure compressor wide
chord fan blade comprise rolled titanium side panels
assembled in dies, hot twisted in a furnace and finally
hot creep formed to achieve the necessary configu-
ration. Chemical milling is used to recess the centre
of each panel which sandwiches a honeycomb core,
both panels and the honeycomb are finally joined
together using automated furnaces where an
activated diffusion bonding process takes place, ref.
fig. 22-6.
WELDING
27. Welding processes are used extensively in the
fabrication of gas turbine engine components i.e.,
resistance welding by spot and seam, tungsten inert
gas and electron beam are amongst the most widely
used today. Care has to be taken to limit the
distortion and shrinkage associated with these
techniques.
Tungsten inert gas (T.I.G.) welding
28. The most common form of tungsten inert gas
welding, fig, 22-7, in use is the direct current straight
polarity i.e., electrode negative pole. This is widely
used and the most economical method of producing
high quality welds for the range of high strength/high
temperature materials used in gas turbine engines.
For this class of work, high purity argon shielding gas
is fed to both sides of the weld and the welding torch
nozzle is fitted with a gas lens to ensure maximum
efficiency for shielding gas coverage. A consumable
Fig. 22-6 Wide chord fan blade Fig. 22-7 Typical tungsten inert gas
construction. welding details.
235