
Page 150 - The Toyota Way Fieldbook
P. 150
Chapter 6. Establish Standardized Processes and Procedures 127
Standardized Work Sheet
Job Name
Part Name: T/L: SIP Stock:
Group
Part #: G/L: Takt Time: 76 Sec
Work Walk
# Work Elements Time Time
1 Pick up bracket A 1
2
2 Load in fixture 6
2
3 Pick up bracket B 1
3 Fixture
4 Load in fixture 5
A B
3 Brace Stiffener
5 Pick up side support 1 10 2 4 11 Bracket Bracket
1 9 7 8 6 1 3
6 Load in fixture 3
1
7 Pick up stiffener 1
5
2
8 Load in fixture 8
2 Side
9 Pick up brace 1 Support
3
10 Load in fixture 5
3
11 Start Robot cycle 1
1
Standard Quality
In-Process Stock Check Safety
23
Total 33
Page of
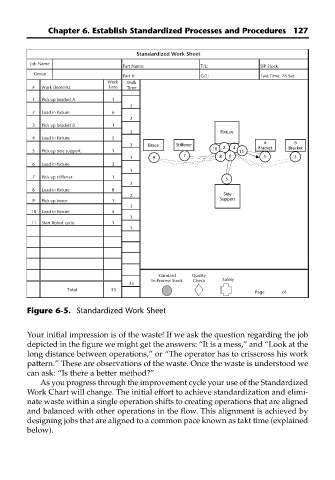
Figure 6-5. Standardized Work Sheet
Your initial impression is of the waste! If we ask the question regarding the job
depicted in the figure we might get the answers: “It is a mess,” and “Look at the
long distance between operations,” or “The operator has to crisscross his work
pattern.” These are observations of the waste. Once the waste is understood we
can ask: “Is there a better method?”
As you progress through the improvement cycle your use of the Standardized
Work Chart will change. The initial effort to achieve standardization and elimi-
nate waste within a single operation shifts to creating operations that are aligned
and balanced with other operations in the flow. This alignment is achieved by
designing jobs that are aligned to a common pace known as takt time (explained
below).