
Page 197 - The Tribology Handbook
P. 197
Friction clutches 87
FITTING OF FRICTION LININGS
Copper or hlrass semi-tubular rivets are used for the
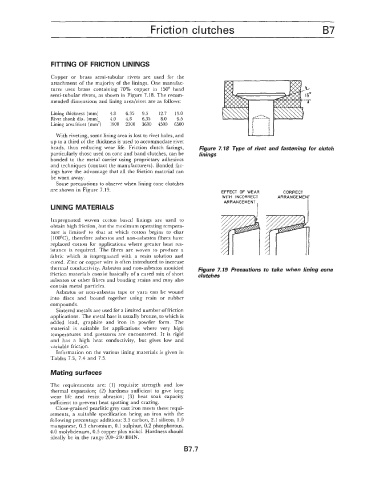
attachment of the majority of the linings. One manufac-
turer uses brass containing 70% copper in 150" head
semi-tubular rivets, as shown in Figure 7.18. The recom-
mended dimensions and lining area/rivet are as follows:
Lining thickness (mm) 4.8 6.35 9.5 12.7 19.0
Rivet shank dia. (mm) 4.0 4.8 6.35 8.0 9.5
Lining area/rivet (mm2) 1900 2300 3600 4500 6500
With riveting, some lining area is lost to rivet holes, and
up to a third of the thickness is used to accommodate rivet
heads, thus reducing wear life. Friction clutch facings, Figure 7.18 Type of rivet and fastening for clutch
particularly those used on cone and band clutches, can be linings
bonded to the metal carrier using proprietary adhesives
and techniques (contact the manufacturers). Bonded fac-
ings have the advantage that all the friction material can
be worn away.
Some precautions to observe when lining cone clutches
are shown in Figure 7.19. EFFECT OF WEAR CORRECT
WITH INCORRECT ARRANGEMENT
ARRANGEMENT I I
LINING MATERIALS
Impregnated woven cotton based linings are used to
obtain high friction, but the maximum operating tempera-
ture is limite(d to that at which cotton begins to char
(1 OOOC), therefore asbestos and non-asbestos fibres have
replaced cotton for applications where greater heat res-
istance is required. The fibres are woven to produce a
fabric which is impregnated with a resin solution and
cured. Zinc or copper wire is often introduced to increase
thermal conductivity. Asbestos and non-asbestos moulded Figure 7.19 Precautions to take when lining cone
friction materials consist basically of a cured mix of short clutches
asbestos or other fibres and bonding resins and may also
contain metal particles.
Asbestos or non-asbestos tape or yarn can be wound
into discs and bound together using resin or rubber
compounds.
Sintered metals are used for a limited number offriction
applications. The metal base is usually bronze, to which is
added lead, graphite and iron in powder form. The
material is siiitable for applications where very high
temperatures and pressures are encountered. It is rigid
and has a high heat conductivity, but gives low and
variable friction.
Information on the various lining materials is given in
Tables 7.3, 7.4 and 7.5.
Mating surfaces
The requirements are: (1) requisite strength and low
thermal expansion; (2) hardness sufficient to give long
wear life and resist abrasion; (3) heat soak capacity
sufficient to prevent heat spotting and crazing.
Close-grained pearlitic grey cast iron meets these requi-
rements, a suitable specification being an iron with the
following percentage additions: 3.3 carbon, 2.1 silicon, 1 .O
manganese, 0.3 chromium, 0.1 sulphur, 0.2 phosphorous,
4.0 molybdenum, 0.5 copper plus nickel. Hardness should
ideally be in the range 20&230 BHN.
B7.7