
Page 154 - Welding of Aluminium and its Alloys
P. 154
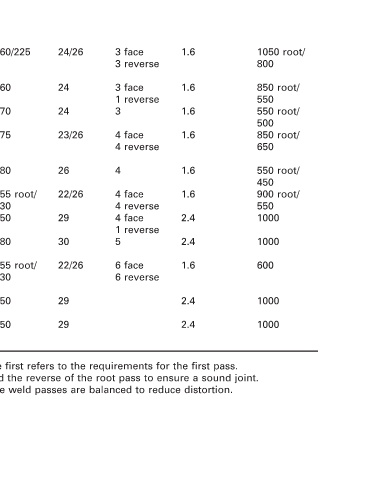
12.5 0.8/1.5 90 None 260/225 24/26 3 face 1.6 1050 root/
double- 3 reverse 800
V
2.5/1.5 60 Temporary 260 24 3 face 1.6 850 root/
single-V 1 reverse 550
4.5/nil 60 Permanent 270 24 3 1.6 550 root/
single-V 500
16 1.5/1.5 90 None 275 23/26 4 face 1.6 850 root/
double- 4 reverse 650
V
4.5/nil 60 Permanent 280 26 4 1.6 550 root/
single-V 450
20 1.5/1.5 90 None 255 root/ 22/26 4 face 1.6 900 root/
double-V 230 4 reverse 550
3/2.5 60 Temporary 350 29 4 face 2.4 1000
single-V 1 reverse
6/nil 60 Permanent 380 30 5 2.4 1000
single-V
25 1.5/1.5 90 None 255 root/ 22/26 6 face 1.6 600
double- 230 6 reverse
V
4/2.5 60 Temporary 350 29 2.4 1000
single-V
6/nil 60 Permanent 350 29 2.4 1000
single-V
1. Where two welding parameters are specified in one entry the first refers to the requirements for the first pass.
2. Where a reverse side weld is specified it is necessary to grind the reverse of the root pass to ensure a sound joint.
3. When making a double sided joint it is recommended that the weld passes are balanced to reduce distortion.