
Page 157 - Welding of Aluminium and its Alloys
P. 157
140 The welding of aluminium and its alloys
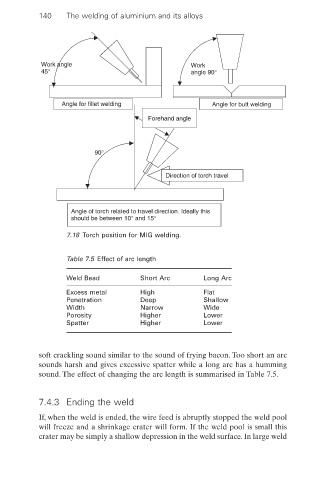
Work angle Work
45° angle 90°
Angle for fillet welding Angle for butt welding
Forehand angle
90°
Direction of torch travel
Angle of torch related to travel direction. Ideally this
should be between 10° and 15°
7.18 Torch position for MIG welding.
Table 7.5 Effect of arc length
Weld Bead Short Arc Long Arc
Excess metal High Flat
Penetration Deep Shallow
Width Narrow Wide
Porosity Higher Lower
Spatter Higher Lower
soft crackling sound similar to the sound of frying bacon. Too short an arc
sounds harsh and gives excessive spatter while a long arc has a humming
sound. The effect of changing the arc length is summarised in Table 7.5.
7.4.3 Ending the weld
If, when the weld is ended, the wire feed is abruptly stopped the weld pool
will freeze and a shrinkage crater will form. If the weld pool is small this
crater may be simply a shallow depression in the weld surface. In large weld