
Page 52 - Welding Robots Technology, System Issues, and Applications
P. 52
gas
unit
regulator Feed current Welding Technology 37
filler wire
weld torch
gas nozzle
contact
GMAW tube
power
source filler wire
base metal
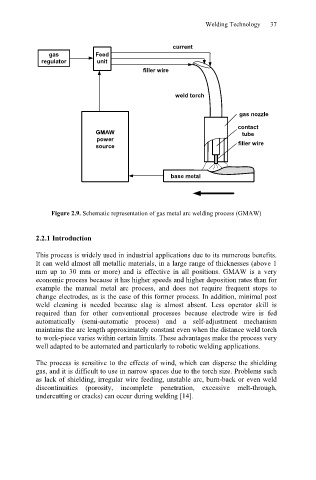
Figure 2.9. Schematic representation of gas metal arc welding process (GMAW)
2.2.1 Introduction
This process is widely used in industrial applications due to its numerous benefits.
It can weld almost all metallic materials, in a large range of thicknesses (above 1
mm up to 30 mm or more) and is effective in all positions. GMAW is a very
economic process because it has higher speeds and higher deposition rates than for
example the manual metal arc process, and does not require frequent stops to
change electrodes, as is the case of this former process. In addition, minimal post
weld cleaning is needed because slag is almost absent. Less operator skill is
required than for other conventional processes because electrode wire is fed
automatically (semi-automatic process) and a self-adjustment mechanism
maintains the arc length approximately constant even when the distance weld torch
to work-piece varies within certain limits. These advantages make the process very
well adapted to be automated and particularly to robotic welding applications.
The process is sensitive to the effects of wind, which can disperse the shielding
gas, and it is difficult to use in narrow spaces due to the torch size. Problems such
as lack of shielding, irregular wire feeding, unstable arc, burn-back or even weld
discontinuities (porosity, incomplete penetration, excessive melt-through,
undercutting or cracks) can occur during welding [14].