
Page 58 - Welding Robots Technology, System Issues, and Applications
P. 58
43
Welding Technology
b
d
f
a
c
e
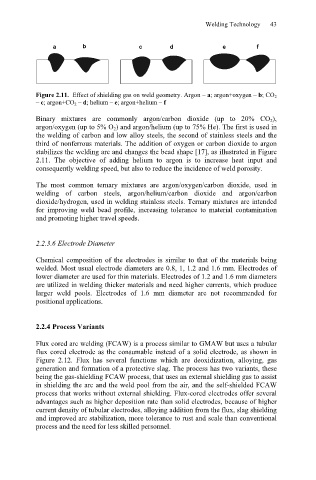
Figure 2.11. Effect of shielding gas on weld geometry. Argon – a; argon+oxygen – b; CO 2
– c; argon+CO 2 – d; helium – e; argon+helium – f
Binary mixtures are commonly argon/carbon dioxide (up to 20% CO 2),
argon/oxygen (up to 5% O 2) and argon/helium (up to 75% He). The first is used in
the welding of carbon and low alloy steels, the second of stainless steels and the
third of nonferrous materials. The addition of oxygen or carbon dioxide to argon
stabilizes the welding arc and changes the bead shape [17], as illustrated in Figure
2.11. The objective of adding helium to argon is to increase heat input and
consequently welding speed, but also to reduce the incidence of weld porosity.
The most common ternary mixtures are argon/oxygen/carbon dioxide, used in
welding of carbon steels, argon/helium/carbon dioxide and argon/carbon
dioxide/hydrogen, used in welding stainless steels. Ternary mixtures are intended
for improving weld bead profile, increasing tolerance to material contamination
and promoting higher travel speeds.
2.2.3.6 Electrode Diameter
Chemical composition of the electrodes is similar to that of the materials being
welded. Most usual electrode diameters are 0.8, 1, 1.2 and 1.6 mm. Electrodes of
lower diameter are used for thin materials. Electrodes of 1.2 and 1.6 mm diameters
are utilized in welding thicker materials and need higher currents, which produce
larger weld pools. Electrodes of 1.6 mm diameter are not recommended for
positional applications.
2.2.4 Process Variants
Flux cored arc welding (FCAW) is a process similar to GMAW but uses a tubular
flux cored electrode as the consumable instead of a solid electrode, as shown in
Figure 2.12. Flux has several functions which are deoxidization, alloying, gas
generation and formation of a protective slag. The process has two variants, these
being the gas-shielding FCAW process, that uses an external shielding gas to assist
in shielding the arc and the weld pool from the air, and the self-shielded FCAW
process that works without external shielding. Flux-cored electrodes offer several
advantages such as higher deposition rate than solid electrodes, because of higher
current density of tubular electrodes, alloying addition from the flux, slag shielding
and improved arc stabilization, more tolerance to rust and scale than conventional
process and the need for less skilled personnel.