
Page 61 - Welding Robots Technology, System Issues, and Applications
P. 61
Welding Robots
46
Power
supply Partially
mirror
Turning
mirror Laser light source mirror
Laser beam
Beam focus
system
Workpiece
Figure 2.13. Schematic representation of a laser welding system
1
4
3 6
5
a
1
4
2
3
6
5
b
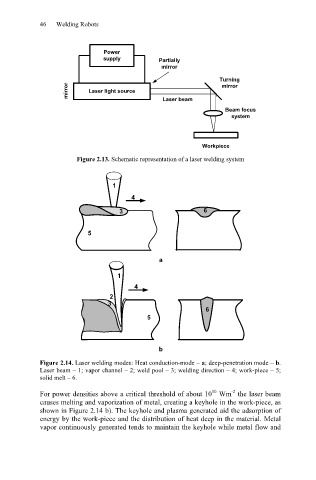
Figure 2.14. Laser welding modes: Heat conduction-mode – a; deep-penetration mode – b.
Laser beam – 1; vapor channel – 2; weld pool – 3; welding direction – 4; work-piece – 5;
solid melt – 6.
10
-2
For power densities above a critical threshold of about 10 Wm the laser beam
causes melting and vaporization of metal, creating a keyhole in the work-piece, as
shown in Figure 2.14 b). The keyhole and plasma generated aid the adsorption of
energy by the work-piece and the distribution of heat deep in the material. Metal
vapor continuously generated tends to maintain the keyhole while metal flow and