
Page 46 - Wire Bonding in Microelectronics
P. 46
Ultrasonic Bonding Systems and Technologies 25
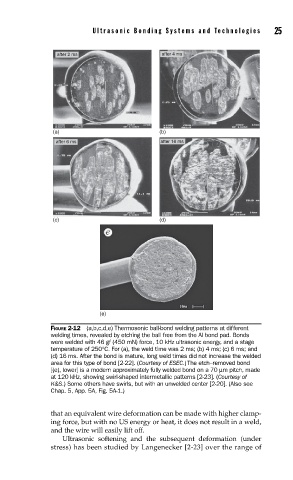
after 2 ms after 4 ms
(a) (b)
after 6 ms after 16 ms
(c) (d)
(e)
FIGURE 2-12 (a,b,c,d,e) Thermosonic ball-bond welding patterns at different
welding times, revealed by etching the ball free from the Al bond pad. Bonds
were welded with 46 gf (450 mN) force, 10 kHz ultrasonic energy, and a stage
temperature of 250°C. For (a), the weld time was 2 ms; (b) 4 ms; (c) 6 ms; and
(d) 16 ms. After the bond is mature, long weld times did not increase the welded
area for this type of bond [2-22]. (Courtesy of ESEC.)The etch–removed bond
[(e), lower] is a modern approximately fully welded bond on a 70 µm pitch, made
at 120 kHz, showing swirl-shaped intermetallic patterns [2-23]. (Courtesy of
K&S.) Some others have swirls, but with an unwelded center [2-20]. (Also see
Chap. 5, App. 5A, Fig. 5A-1.)
that an equivalent wire deformation can be made with higher clamp-
ing force, but with no US energy or heat, it does not result in a weld,
and the wire will easily lift off.
Ultrasonic softening and the subsequent deformation (under
stress) has been studied by Langenecker [2-23] over the range of