
Page 161 -
P. 161
PRODUCTION MANAGEMENT APPLICATIONS 141
The Janders Company markets various business and engineering products across
Europe. Currently, Janders is preparing to introduce two new PDAs (Personal
Digital Assistant): one for the business market called the Financial Manager and
one for the engineering market called the Technician. Each PDA has three compo-
nents: a base, an electronic cartridge and a faceplate or top. The same base is used
for both products, but the cartridges and tops are different. All components can be
manufactured by the company or purchased from outside suppliers. The manu-
facturing costs and purchase prices for the components are summarized in Table 4.1.
Company forecasters indicate that 3000 Financial Manager PDAs and 2000
Technician PDAs will be needed for the next production period. However, manu-
facturing capacity is limited. The company has 200 hours of regular manufacturing
time and 50 hours of overtime that can be scheduled for the calculators. Overtime
involves a premium at the additional cost of E9 per hour. Table 4.2 shows manu-
facturing times (in minutes) for the components.
Let us apply our formulation process outlined in Section 4.1. We already have a
description of the problem. Given that we have information on costs, then it seems
likely that a suitable objective will be to minimize production costs for the two
products. A number of constraints become apparent: we must produce enough of
the two types of PDA to meet forecasted demand; there is limited regular manu-
facturing time; there is limited overtime. The decision variables are then the quanti-
ties of the five components that we either manufacture ourselves or that we buy in
from our suppliers and we show these as follows:
BM ¼ number of bases manufactured
BP ¼ number of bases purchased
FCM ¼ number of Financial cartridges manufactured
FCP ¼ number of Financial cartridges purchased
TCM ¼ number of Technician cartridges manufactured
TCP ¼ number of Technician cartridges purchased
FTM ¼ number of Financial tops manufactured
FTP ¼ number of Financial tops purchased
TTM ¼ number of Technician tops manufactured
TTP ¼ number of Technician tops purchased
One additional decision variable is needed to determine the hours of overtime that
must be scheduled:
OT ¼ number of hours of overtime to be scheduled
The objective function is to minimize the total cost, including manufacturing costs,
purchase costs and overtime costs. Using the cost-per-unit data in Table 4.1 and
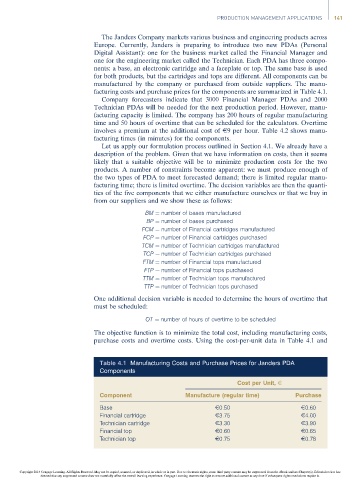
Table 4.1 Manufacturing Costs and Purchase Prices for Janders PDA
Components
Cost per Unit, E
Component Manufacture (regular time) Purchase
Base E0.50 E0.60
Financial cartridge E3.75 E4.00
Technician cartridge E3.30 E3.90
Financial top E0.60 E0.65
Technician top E0.75 E0.78
Copyright 2014 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has
deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.