
Page 163 -
P. 163
PRODUCTION MANAGEMENT APPLICATIONS 143
Min 0:5BM þ 0:6BP þ 3:75FCM þ 4FCP þ 3:3TCM þ 3:9TCP
þ0:6FTM þ 0:65FTP þ 0:75TTM þ 0:78TTP þ 9OT
s:t:
BM þ BP ¼ 5000 Bases
FCM þ FCP ¼ 3000 Financial cartridges
TCM þ TCP ¼ 2000 Technician cartridges
FTM þ FTP ¼ 3000 Financial tops
TTM þ TTP ¼ 2000 Technician tops
OT 50 Overtime hours
BM þ 3FCM þ 2:5TCM þ FTM þ 1:5TTM 60OT 12000 Manufacturing capacity
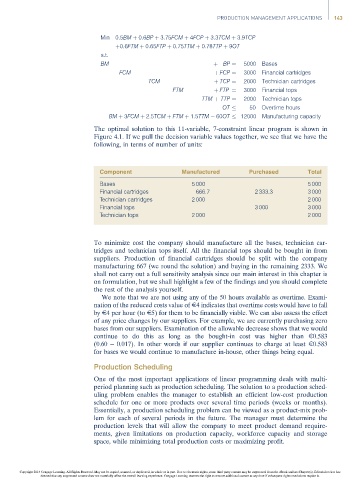
The optimal solution to this 11-variable, 7-constraint linear program is shown in
Figure 4.1. If we pull the decision variable values together, we see that we have the
following, in terms of number of units:
Component Manufactured Purchased Total
Bases 5 000 5 000
Financial cartridges 666.7 2 333.3 3 000
Technician cartridges 2 000 2 000
Financial tops 3 000 3 000
Technician tops 2 000 2 000
To minimize cost the company should manufacture all the bases, technician car-
tridges and technician tops itself. All the financial tops should be bought in from
suppliers. Production of financial cartridges should be split with the company
manufacturing 667 (we round the solution) and buying in the remaining 2333. We
shall not carry out a full sensitivity analysis since our main interest in this chapter is
on formulation, but we shall highlight a few of the findings and you should complete
the rest of the analysis yourself.
We note that we are not using any of the 50 hours available as overtime. Exami-
nation of the reduced costs value of E4 indicates that overtime costs would have to fall
by E4 per hour (to E5) for them to be financially viable. We can also assess the effect
of any price changes by our suppliers. For example, we are currently purchasing zero
bases from our suppliers. Examination of the allowable decrease shows that we would
continue to do this as long as the bought-in cost was higher than E0.583
(0.60 0.017). In other words if our supplier continues to charge at least E0.583
for bases we would continue to manufacture in-house, other things being equal.
Production Scheduling
One of the most important applications of linear programming deals with multi-
period planning such as production scheduling. The solution to a production sched-
uling problem enables the manager to establish an efficient low-cost production
schedule for one or more products over several time periods (weeks or months).
Essentially, a production scheduling problem can be viewed as a product-mix prob-
lem for each of several periods in the future. The manager must determine the
production levels that will allow the company to meet product demand require-
ments, given limitations on production capacity, workforce capacity and storage
space, while minimizing total production costs or maximizing profit.
Copyright 2014 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has
deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.