
Page 36 - APPLIED PROCESS DESIGN FOR CHEMICAL AND PETROCHEMICAL PLANTS, Volume 1, 3rd Edition
P. 36
Process Planning, Scheduling and Flowsheet Design 23
Key or Principal Process Lines
I Line Schedule I
Uliiity. Service. Auxiliary Process Lines
Existing Lines in a System
I I I i i I i
Flow Arrow', indicates Flow Directior 1 1 I I i I I
Pneumatic Signal
Electric Signal
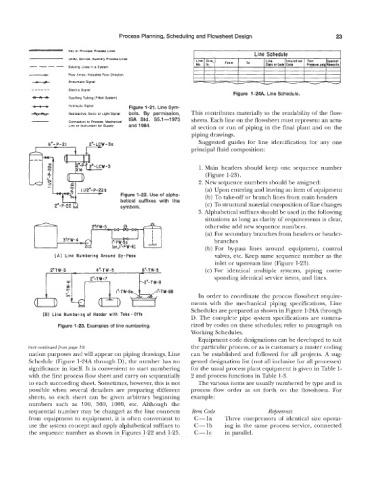
Figure 1 -24A. Line Schedule.
Capillary Tubing (Filled System)
Hydraulic !Signal Figure 1-21. Line Sym-
Radioactiv8a. Sonic or Light Signal bols. By permission, This contributes materially to the readability of the flow-
ISA Std. S5.1-1973 sheets. Each line on the flowsheet must represent an actu-
Connection to Process. Mechanical
Link or Instrument Air Supply and 1984. al section or run of piping in the final plant and on the
piping drawings.
Suggested guides for line identification for any one
principal fluid composition:
-3 1. Main headers should keep one sequence number
(Figure 1-23).
2. New sequence numbers should be assigned:
(a) Upon entering and leaving an item of equipment
Figure 1-22. Use of alpha- (b) To take-off or branch lines from main headers
betical suffixes with line (c) To structural material composition of line changes
symbols.
3. Alphabetical suffixes should be used in the following
situations as long as clarity of requirements is clear,
otherwise add new sequence numbers.
(a) For secondary branches from headers or header-
branches
(b) For by-pass lines around equipment, control
[A) Line Numbering AroMnd By-Pass valves, etc. Keep same sequence number as the
inlet or upstream line (Figure 1-23).
2"T w - 5 4'-TW-5 6" T W - 5 (c) For identical multiple systems, piping corre-
sponding identical service items, and lines.
T T
3.
3.
-7 -7
e In order to coordinate the process flowsheet require-
e
ments with the mechanical piping specifications, Line
Schedules are prepared as shown in Figure 1-24 through
1 Line Numbering of Header with Toke - Offs
D. The complete pipe system specifications are summa-
ure 11-23. Examples of line numbering. rized by codes on these schedules; refer to paragraph on
Working Schedules.
Equipment code designations can be developed to suit
(text continued from page B) the particular process, or as is customary a master coding
nation purposes ancl will appear on piping drawings, Line can be established and followed for all projects. A sug-
Schedule (Figure 1-248 through D), the number has no gested designation list (not all inclusive for all processes)
significance in itself. It is convenient to start numbering for the usual process plant equipment is given in Table 1-
with the first process flow sheet and carry on sequentially 2 and process functions in Table 1-3.
to each succeeding sheet. Sometimes, however, this is not The various items are usually numbered by type and in
possible when several detailers are preparing different process flow order as set forth on the flowsheets For
sheets, so each sheet can be given arbitrary beginning example:
numbers such as BOO, 300, 1000, etc. Although the
sequential number may be changed as the line connects Item Code Repesents
from equipment to equipment, it is often convenient to C - la Three compressors of identical size operat-
use the system concept and apply alphabetical suffixes to C-1b ing in the same process service, connected
the sequence nnarnbler as shown in Figures 1-22 and 1-23. C-lc in parallel.