
Page 136 - Applied Process Design For Chemical And Petrochemical Plants Volume II
P. 136
Distillation 125
'.--
2:
ezkStraight Downcomer Adjustable Outlet Weir
I
I
4-5"
t
\
ht
Hd
__
/--Tapered Downcomer
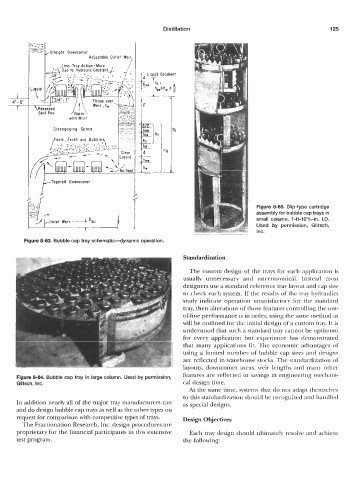
Figure 8-65. Slip-type cartridge
assembly for bubble cap trays in
small column, 1 -ft-1 O'YA-in. I.D.
Used by permission, Glitsch,
Inc.
Figure 8-63. Bubble cap tray schematic4ynamic operation.
Standardization
The custom design of the trays for each application is
usually unnecessary and uneconomical. Instead most
designers use a standard reference tray layout and cap size
to check each system. If the results of the tray hydraulics
study indicate operation unsatisfactory for the standard
tray, then alterations of those features controlling the out-
of-line performance is in order, using the same method as
will be outlined for the initial design of a custom tray. It is
understood that such a standard tray cannot be optimum
for every application but experience has demonstrated
that many applications fit. The economic advantages of
using a limited number of bubble cap sizes and designs
are reflected in warehouse stocks. The standardization of
layouts, downcomer areas, weir lengths and many other
features are reflected in savings in engineering mechani-
Figure 8-64. Bubble cap tray in large column. Used by permission,
Glitsch, Inc. cal design time.
At the same time, systems that do not adapt themselves
to this standardization should be recognized and handled
In addition nearly all of the major tray manufacturers can as special designs.
and do design bubble cap trays as well as the other types on
request for comparison with competitive types of trays. Design Objectives
The Fractionation Research, Inc. design procedures are
proprietary for the financial participants in this extensive Each tray design should ultimately resolve and achieve
test program. the following: