
Page 545 - Cam Design Handbook
P. 545
THB16 9/19/03 8:04 PM Page 533
AUTOMOTIVE CAMSHAFT DYNAMICS 533
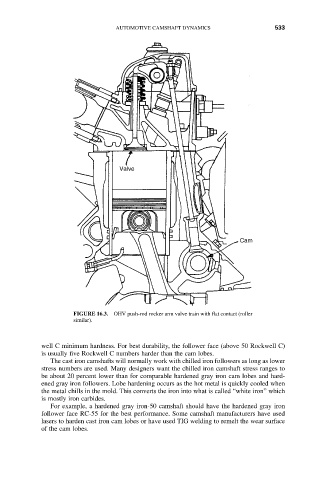
FIGURE 16.3. OHV push-rod rocker arm valve train with flat contact (roller
similar).
well C minimum hardness. For best durability, the follower face (above 50 Rockwell C)
is usually five Rockwell C numbers harder than the cam lobes.
The cast iron camshafts will normally work with chilled iron followers as long as lower
stress numbers are used. Many designers want the chilled iron camshaft stress ranges to
be about 20 percent lower than for comparable hardened gray iron cam lobes and hard-
ened gray iron followers. Lobe hardening occurs as the hot metal is quickly cooled when
the metal chills in the mold. This converts the iron into what is called “white iron” which
is mostly iron carbides.
For example, a hardened gray iron-50 camshaft should have the hardened gray iron
follower face RC-55 for the best performance. Some camshaft manufacturers have used
lasers to harden cast iron cam lobes or have used TIG welding to remelt the wear surface
of the cam lobes.