
Page 123 - Academic Press Encyclopedia of Physical Science and Technology 3rd Polymer
P. 123
P1: FMX/LSU P2: GPB/GRD P3: GLQ Final pages
Encyclopedia of Physical Science and Technology EN012c-593 July 26, 2001 15:56
Polymer Processing 629
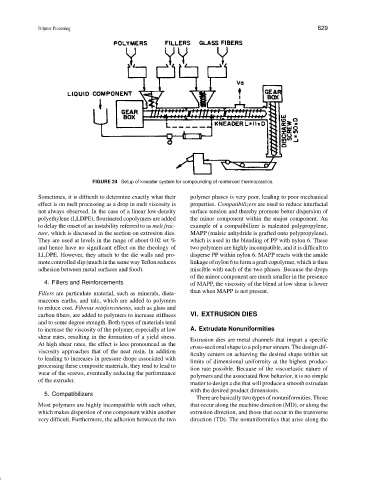
FIGURE 24 Setup of kneader system for compounding of reinforced thermoplastics.
Sometimes, it is difficult to determine exactly what their polymer phases is very poor, leading to poor mechanical
effect is on melt processing as a drop in melt viscosity is properties. Compatibilizers are used to reduce interfacial
not always observed. In the case of a linear low-density surface tension and thereby promote better dispersion of
polyethylene (LLDPE), flourinated copolymers are added the minor component within the major component. An
to delay the onset of an instability referred to as melt frac- example of a compatibilizer is maleated polypropylene,
ture, which is discussed in the section on extrusion dies. MAPP (maleic anhydride is grafted onto polypropylene),
They are used at levels in the range of about 0.02 wt % which is used in the blending of PP with nylon 6. These
and hence have no significant effect on the rheology of two polymers are highly incompatible, and it is difficult to
LLDPE. However, they attach to the die walls and pro- disperse PP within nylon 6. MAPP reacts with the amide
mote controlled slip (much in the same way Teflon reduces linkage of nylon 6 to form a graft copolymer, which is then
adhesion between metal surfaces and food). miscible with each of the two phases. Because the drops
of the minor component are much smaller in the presence
4. Fillers and Reinforcements of MAPP, the viscosity of the blend at low shear is lower
than when MAPP is not present.
Fillers are particulate material, such as minerals, diata-
maceous earths, and talc, which are added to polymers
to reduce cost. Fibrous reinforcements, such as glass and
carbon fibers, are added to polymers to increase stiffness VI. EXTRUSION DIES
and to some degree strength. Both types of materials tend
to increase the viscosity of the polymer, especially at low A. Extrudate Nonuniformities
shear rates, resulting in the formation of a yield stress.
Extrusion dies are metal channels that impart a specific
At high shear rates, the effect is less pronounced as the
cross-sectional shape to a polymer stream. The design dif-
viscosity approaches that of the neat resin. In addition
ficulty centers on achieving the desired shape within set
to leading to increases in pressure drops associated with
limits of dimensional uniformity at the highest produc-
processing these composite materials, they tend to lead to
tion rate possible. Because of the viscoelastic nature of
wear of the screws, eventually reducing the performance
polymers and the associated flow behavior, it is no simple
of the extruder.
matter to design a die that will produce a smooth extrudate
with the desired product dimensions.
5. Compatibilizers
There are basically two types of nonuniformities. Those
Most polymers are highly incompatible with each other, that occur along the machine direction (MD), or along the
which makes dispersion of one component within another extrusion direction, and those that occur in the transverse
very difficult. Furthermore, the adhesion between the two direction (TD). The nonuniformities that arise along the