
Page 157 - Failure Analysis Case Studies II
P. 157
142
the grains and at grain boundaries (Fig. 4). Hairline cracks were clearly visible along some of the
grain boundaries.
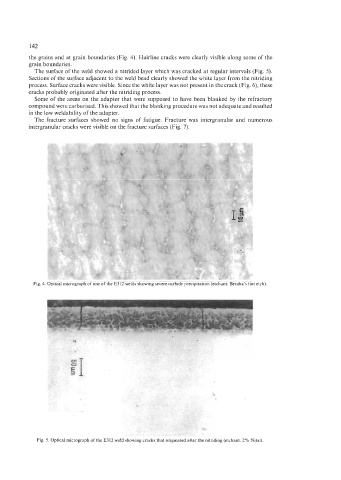
The surface of the weld showed a nitrided layer which was cracked at regular intervals (Fig. 5).
Sections of the surface adjacent to the weld bead clearly showed the white layer from the nitriding
process. Surface cracks were visible. Since the white layer was not present in the crack (Fig. 6), these
cracks probably originated after the nitriding process.
Some of the areas on the adapter that were supposed to have been blanked by the refractory
compound were carburised. This showed that the blanking procedure was not adequate and resulted
in the low weldability of the adapter.
The fracture surfaces showed no signs of fatigue. Fracture was intergranular and numerous
intergranular cracks were visible on the fracture surfaces (Fig. 7).
Fig. 4. Optical micrograph of one of the E312 welds showing severe carbide precipitation (etchant: Beraha's tint etch).
Fig. 5. Optical micrograph of the E312 weld showing cracks that originated after the nitriding (etchant: 2% Nital)