
Page 278 - Gas Purification 5E
P. 278
262 GasPuriJcation
4
STEAM
I
CONDENSER VACUUM
PUMP
STRIPPING REBOILER PURIFICATION CONDENSATE CONDENSAT- E
STILL KETTLE PUMP ACCUMULATOR
@ PRESSURE INDICATOR @ TEMPERATURE INDICATOR
0 INDICATOR @ TEMPERATURE RECORDER CONTROLLER
FLOW
@ LIQUID LEVEL CONTROLLER
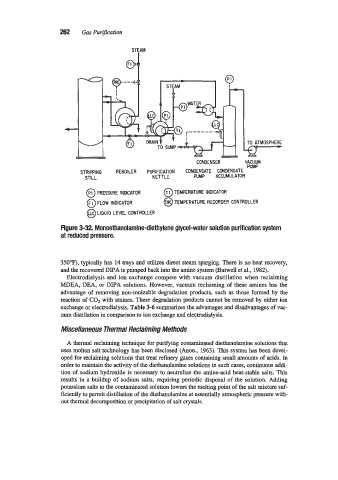
Figure 3-32. Monoethanolamine-diethylene glycol-water solution purification system
at reduced pressure.
350"F), typically has 14 trays and utilizes direct steam sparging. There is no heat recovery,
and the recovered DIPA is pumped back into the amine system (Butwell et al., 1982).
Electrodialysis and ion exchange compete with vacuum distillation when reclaiming
MDEA, DEA, or DIPA solutions. However, vacuum reclaiming of these amines has the
advantage of removing non-ionizable degradation products, such as those formed by the
reaction of COz with amines. These degradation products cannot be removed by either ion
exchange or electrodialysis. Table 3-6 summarizes the advantages and disadvantages of vac-
uum distillation in comparison to ion exchange and electrodialysis.
Miscellaneous Thermal Reclaiming Methods
A thermal reclaiming technique for purifying contaminated diethanolamine solutions that
uses molten salt technology has been disclosed (Anon., 1963). This system has been devel-
oped for reclaiming solutions that treat refinery gases containing small amounts of acids. In
order to maintain the activity of the diethanolamine solutions in such cases, continuous addi-
tion of sodium hydroxide is necessary to neutralize the amine-acid heat-stable salts. This
results in a buildup of sodium salts, requiring periodic disposal of the solution. Adding
potassium salts to the contaminated solution lowers the melting point of the salt mixture suf-
ficiently to permit distillation of the diethanolamine at essentially atmospheric pressure with-
out thermal decomposition or precipitation of salt crystals.