
Page 274 - How To Implement Lean Manufacturing
P. 274
Using the Pr escription—Thr ee Case Studies 251
Time Stack of Work Elements, Zeta Cell
Time in seconds Activity Orig Plan New Plan Time in seconds Activity Orig Plan New Plan
80
79
78
77 157
76 156
75 155
74 Apply epoxy Operator 5 154
73 14 secs Operator 3 153
72 152 Package Operator 10
71 151 12 secs
70 150
69 149
68 148
67 147
66 146
65 145
64 144
63 Install O-ring and 143 Operator 5
62 clip 8 secs 142
61 141
60 140
59 Operator 4 139
58 138 Final test, wrap
57 137 leads
56 136 18 secs Operator 9
55 Install support 135
54 8 secs 134
53 133
52 132
51 131
50 130
49 Operator 2 129
48 128
47 127
46 Insert O-ring, 126
45 grease insert, 125
44 place in cap. Operator 3 124
43 13 secs 123
42 122
41 121 Apply final
40 120 sealant Operator 8
39 119 15 secs
38 118
37 117
36 116
35 Press in magnets 115
34 6 secs 114
33 113
32 112 Unload-load
31 111 Operator 4
30 Operator 2 110 machine 3 secs
29 109
28 Place in jig, 108
27 glue 6 places 107 Install cover cap Operator 7
26 9 secs 106 7 secs
25 105
24 104
23 103
22 102
21 101
20 Install O-ring 100 Install capacitor
19 7 secs 99 retainer
18 98 8 secs
17 97
16 Operator 1 96
15 95
14 94
13 93
12 Assembly Operator 1 92 Apply epoxy Operator 6
11 91 6 secs
10 bushing 90
9 to bracket, 89
8 install cap. 88
7 12 seds 87 Operator 3
6 86 Install control
5 85 capacitor
4 84 8 secs
3 Cut Bracket 83
2 82
1 3 secs 81
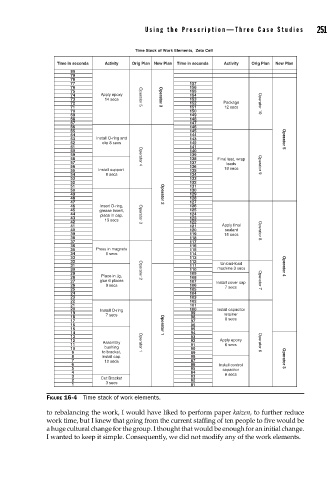
FIGURE 16-4 Time stack of work elements.
to rebalancing the work, I would have liked to perform paper kaizen, to further reduce
work time, but I knew that going from the current staffing of ten people to five would be
a huge cultural change for the group. I thought that would be enough for an initial change.
I wanted to keep it simple. Consequently, we did not modify any of the work elements.