
Page 244 - Industrial Power Engineering and Applications Handbook
P. 244
Winding insulation and its maintenance 9/223
surpassing those of the normal impregnating process 9.4 Procedure for vacuum pressure
and even the process of resin-rich formed coils. As an impregnation (with particular
economy measure, the general practice of leading
manufacturers is to adopt a resin-rich formed coil reference to HT motors)
system for frame sizes smaller than 710 and resin-
poor VPI for frame sizes 710 and higher. But it is In a formed coil system each individual coil is pre-formed,
always recommended to adopt a resin-poor system insulated and cured, and is made rigid before it is inserted
for all HT motor windings, irrespective of frame sizes. into the slots. The dielectric qualities of the coil insulation
In a pressure-vacuum impregnation system, since are monitored closely during the process of coil formation
the whole stator iron bulk and the stator windings to ensure the required quality. For procedure and
form a solid mass, removal of one coil and its acceptance norms see Section 11.4.9.
replacement is impossible, unlike in the previous case. In the post-impregnated system, although the coils are
But in view of the excellent properties of a post- formed as above, they are inserted into the slots when
vacuum impreg-nated insulating system, the chances they are still in a flexible state. They are now easy to
of any part of the stator winding developing an handle and cause no damage to their own insulation or
operational defect are remote. In all probability no the insulation of the slots while being inserted into the
such localized damage would arise over the life span slots. The process up to the winding stage of the stator is
of the motor. The windings may fail on account of a thus faster and economical. The stator is then vacuum
failure of the protective system to clear a fault or dried to remove trapped moisture, followed by immersion
isolate the machine on a fault, but if the motor fails, in a resin bath. It is kept immersed under vacuum so that
the whole stator is scrap and a totally new stator has resin can fill the voids. The bath is then pressurized to
to be requisitioned. The rating of such motors is slightly compress the resin so that it penetrates deeply into the
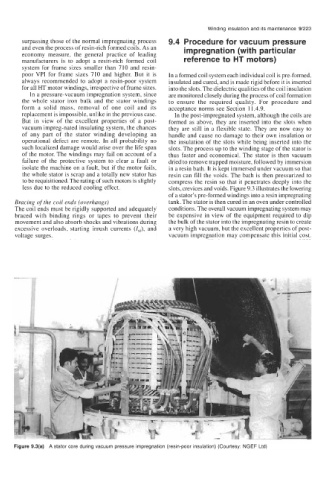
less due to the reduced cooling effect. slots, crevices and voids. Figure 9.3 illustrates the lowering
of a stator’s pre-formed windings into a resin impregnating
Bracing of the coil ends (overhangs) tank. The stator is then cured in an oven under controlled
The coil ends must be rigidly supported and adequately conditions. The overall vacuum impregnating system may
braced with binding rings or tapes to prevent their be expensive in view of the equipment required to dip
movement and also absorb shocks and vibrations during the bulk of the stator into the impregnating resin to create
excessive overloads, starting inrush currents (Ist), and a very high vacuum, but the excellent properties of post-
voltage surges. vacuum impregnation may compensate this initial cost.
Figure 9.3(a) A stator core during vacuum pressure impregnation (resin-poor insulation) (Courtesy: NGEF Ltd)